
Чыстка
1. Зніміце з блока ўсе навясныя агрэгаты і кампаненты, а таксама электрычныя датчыкі і выключальнікі. Для поўнааб'ёмнай чысткі неабходна зняць таксама выціскныя коркі вадзяных галерэй - прасвідруйце ў корках маленькія адтуліны, укруціце ў іх саморезы і, якія ўхапілі абцугамі за галоўкі шруб, выміце коркі з блока.
2. Саскрабці ўсе сляды матэрыялу старой пракладкі і герметыка з спалучаных паверхняў блока. Паспрабуйце не пашкодзіць пракладачныя/ўшчыльняльныя паверхні.
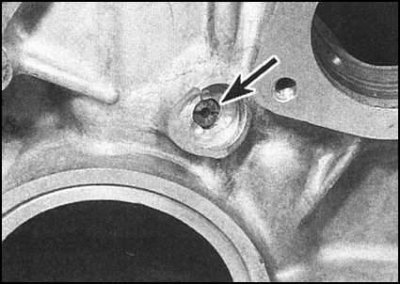
3. Выміце ўсе заглушкі алейных галерэй (дзе яны прадугледжаны). Заглушкі пасаджаныя вельмі прутка і, магчыма, запатрабуюць высвідроўванні з наступным аднаўленнем разьбы метчыкам. Пры зборцы рухавіка замена заглушак вырабляецца ў абавязковым парадку.
4. Калі картар моцна забруджаны, прыйдзецца звярнуцца да паравой чысткі. Пасля вяртання блока з чысткі неабходна зноў прачысціць маслатокі і галерэі. Прамыйце ўсе ўнутраныя паражніны блока цёплай вадой. Працягвайце прамыванне датуль, пакуль з адтулін не пачне выцякаць чыстая вада. Старанна прасушыце блок, затым злёгку вышмаруйце алеем яго спалучаныя паверхні і люстэркі цыліндраў у пазбяганне развіцця карозіі. Калі маецца доступ да крыніцы сціснутага паветра, скарыстайцеся ім для паскарэння працэсу сушкі і прадзьмуху адтулін, каналаў і галерэй.
Увага! Пры выкарыстанні сціснутага паветра апранайце ахоўныя акуляры!
5. Калі картэр рухавіка забруджаны не занадта моцна, дастаткова будзе прамыць яго гарачай мыльнай вадой з ужываннем цвёрдай шчоткі. Не варта спрабаваць зэканоміць час на мыццё блока - пастаўцеся да гэтай працэдурай з усёй адказнасцю. Незалежна ад абранага метаду чысткі, у выніку яе ўсе алейныя адтуліны і каналы павінны аказацца абсалютна чыстымі, а блок - старанна высушаным. У пазбяганне развіцця карозіі злёгку вышмаруйце люстэркі цыліндраў алеем.
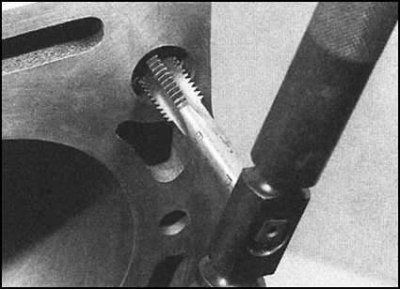
6. Усе крапежныя адтуліны ў блоку неабходна "прагнаць" падыходным па памеры метчыкам, старанна выдаліўшы з віткоў разьбы прадукты карозіі, стары герметык і іншыя адклады. Акрамя таго, такая "прагонка" дапаможа аднавіць пашкоджаныя віткі. Па магчымасці, прадуйце адтуліны сціснутым паветрам, выдаліўшы з іх габлюшку і смецце.
Увага! З глухіх адтулін павінны быць цалкам выдалены ўсе сляды змазкі і растваральніка ў пазбяганне разбурэння ліцця блока гідраўлічным ціскам пры зацягванні нітаў.
7. Вышмаруйце прыдатным герметыкам новыя заглушкі алейных галерэй і ўкруціце іх у свае адтуліны ў блоку. Трывала зацягніце заглушкі.
8. Калі не збіраецеся неадкладна прыступаць да зборкі рухавіка, загарніце блок у чысты поліэтыленавы пакет. Не забудзьцеся таксама паклапаціцца аб абароне спалучаных паверхняў і люстэркаў цыліндраў ад карозіі.
Праверка
1. Агледзіце ліццё блока на наяўнасць расколін і слядоў карозіі. Праверце, ці не сарваная разьба ў якія-небудзь з крапежных адтулін. Калі меліся падазроны на ўнутраныя ўцечкі астуджальнай вадкасці, магчыма, мае сэнс звярнуцца да адмыслоўцаў аўтасэрвісу, папытаўшы іх выканаць дбайную праверку стану блока з ужываннем адмысловага абсталявання. У выпадку неабходнасці зрабіце аднаўленчы рамонт, або заменіце блок.
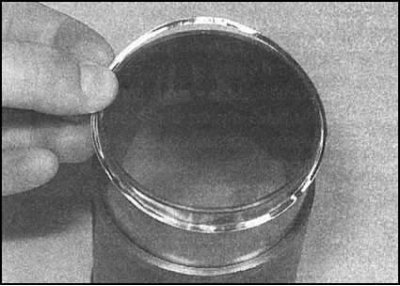
2. Выміце гільзы цыліндраў і праверце іх люстэркі на наяўнасць драпін і задиров. З мэтай вытрымлівання вытворчых допускаў выпускаюцца гільзы трох памерных груп. Адпаведная маркіроўка нанесена сценцы кожнай з гільзаў.
3. Для больш дакладнай адзнакі ступені зносу гільзаў неабходна вырабіць вымярэнне іх дыяметраў у некалькіх кропках. Увядзіце нутромер у гільзу першага цыліндру і замерце яе дыяметр у трох розных перасеках раўналежна восі каленчатага вала. Адно вымярэнне вырабляецца ў верхняй частцы гільзы, непасрэдна пад краем канта ступенькавага зносу, другое - у цэнтральнай частцы гільзы і трэцяе - адразу над ніжнім яе зрэзам. Вымярэнні вырабляюцца ў двух плоскасцях - паралельнай і перпендыкулярнай восі каленчатага вала.
4. Параўнайце вынікі вымярэнняў з патрабаваннямі Спецыфікацый. Калі які-небудзь з вынікаў выходзіць за межы дапушчальнага дыяпазону, якая адпавядае гільза падлягае замене.
5. Для вызначэння зазору пасадкі поршняў у гільзах цыліндраў неабходна адняць з дыяметра гільзы дыяметр поршня, вымераны па яго спадніцы (гл. Раздзел Зняцце, праверка стану і ўстаноўка шатунна-поршневых зборак).
6. Альтэрнатыўна, запраўце поршань у адпаведную гільзу і пры дапамозе маца лязовага тыпу замерце велічыню люфт яго пасадкі. Поршань павінен уводзіцца ў гільзу ў звычайнае становішча, а люфт вымяраецца па адной з упартых яго паверхняў, непасрэдна над ніжнім зрэзам гільзы.
7. Калі велічыня зазору перавышае абумоўленае ў Спецыфікацыях дапушчальнае значэнне, неабходна зрабіць замену поршня. Калі поршань клін у ніжняй частцы ходу, з паступовым слабненнем пасадкі па меры прасоўвання яго ўверх, значыць мае месца конусность гільзы. Закліноўванне лёзаў маца пры зрушэнні яго па перыметры ўтваральнай паверхні поршня кажа пра авальнасьць гільзы.
8. Паўтарыце працэдуру, ацаніўшы стан гільзаў кожнага з цыліндраў.
9. У выпадку выяўлення прыкмет празмернага зносу, або пашкоджанняў люстэркаў, дэфектныя гільзы падлягаюць замене.
10. У якасці зменных павінны ўсталёўвацца гільзы, толькі той жа памернай групы, што і якія выйшлі з ладу. Тое ж ставіцца да поршні. Пры гэтым памер поршняў павінен адпавядаць па групе памеру гільзаў. Адпаведная маркіроўка нанесена на сценкі гільзаў і дно поршні.
11. Калі ступень зносу люстэркаў невысокая, дастаткова будзе толькі правесці замену поршневых кольцаў.
12. Люстэркі гільзаў пры гэтым падлягаюць хонінгаванню з мэтай забеспячэння правільнасці пасадкі на іх новых поршневых кольцаў.
13. Для выканання працэдуры хонингования патрабуецца адмысловая прылада (хон), які дазваляе вырабіць на паверхню люстэрка раўнамерны штрыхавы ўзор у выглядзе сеткі. Такое раўнамернае "загрубленне" люстэркі забяспечвае якасць прызаробкі поршневых кольцаў і гарантуе належную герметычнасць пасадкі поршняў у гільзах. Выпускаюцца хоны двух тыпаў, абодва прызначаныя для выкарыстання ў камплекце з электрадрыллёй. Хон тыпу "бутэлькавы ёршык" уяўляе сабою цвёрдую цыліндрычную шчотку з абразіўнымі ўстаўкамі ў шчацінне. Больш за шырока распаўсюджаны павярхоўны хон абсталяваны асадкай у выглядзе тачыльных камянёў, абсталяваных подпружиненными ножкамі. Складальнікі дадзенага Кіраўніцтва рэкамендуюць пачаткоўцам механікам-аматарам скарыстацца хонам першага тыпу.
Заўвага. Пры жаданні хонінгаванне заўсёды можна за цалкам разумны поплатак даручыць адмыслоўцам майстэрні аўтасэрвісу.
14. Прыгатуйце хон аднаго з апісаных вышэй тыпаў, электрадрыль, дастатковая колькасць чыстага рыззя, трохі хонінгавальнага алею і ахоўныя акуляры.
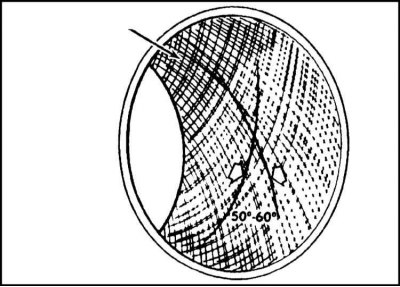
15. Зацісніце хон у патрон электрадрылі. Намочыце люстэркі цыліндраў хонінгавальным алеем і запраўце хон у першую гільзу, папярэдне сціснуўшы яго подпружиненные тачыльныя камяні (калі выкарыстоўваецца асадка другога тыпу). Уключыце дрыль і адразу ж пачынайце рухаць асадку ўверх-уніз па цыліндры, дамагаючыся з'яўленні на люстэрку цыліндру раўнамернага штрыхавога ўзору ў выглядзе сеткі з ромбападобнай ячэйкай, бакі якой перасякаюцца пад кутом каля 60°. Некаторыя вытворцы поршневых кольцаў настойваюць на іншых значэннях кутоў скрыжавання рысак узору - азнаёмцеся з інструкцыямі, прыкладанымі да набору новых поршневых кольцаў.
Увага! Не забудзьцеся надзець ахоўныя акуляры!
16. Не шкадуйце алеі пры хонінгаванні цыліндраў. Не здымайце з люстэрка гільзы больш матэрыялу, чым гэта сапраўды неабходна для дасягнення патрабаванага выніку. Не здабывайце хон з гільзы датуль, пакуль яго кручэнне канчаткова не спыніцца - увесь гэты час працягвайце здзяйсняць зваротна-паступальныя рухі дрылём. Пасля прыпынку дрыля, працягнеце кручэнне яе патрона ў ранейшым кірунку ўручную і выміце асадку з цыліндру.
17. Старанна працярыце люстэрка чыстым рыззём і пераходзіце да хонінгавання гільзы наступнага цыліндру. Скончыўшы працэдуру, прамыйце блок цыліндраў гарачай вадой з мылам, цалкам выдаліўшы ўсе сляды абразіва і хонінгавальнага алею. Чыстку можна лічыць скончанай, калі пры правядзенні па люстэрках гільзаў змочанай у алеі белым рыззём на апошняй не застаецца плямы шэрага колеру.
18. Для вымання гільзаў перавярніце блок цыліндраў і абкладзеце яго на драўляныя блокі. Цяпер гільзы могуць быць выбітыя з цыліндраў пры дапамозе выбівачкі, вырабленай з цвёрдай драўніны.
19. Пасля таго як будуць вызваленыя ўсе гільзы, абкладзеце блок цыліндраў на бок і выміце гільзы ўручную.
20. Зніміце з падстаў гільзаў ушчыльняльныя шайбы і вымерайце іх таўшчыню. Выпускаюцца шайбы розных памераў і шляхам іх падбору ажыццяўляецца карэкціроўка велічыні выступу гільзаў над паверхняй блока. Падбярыце зменныя шайбы для кожнай з гільзаў.
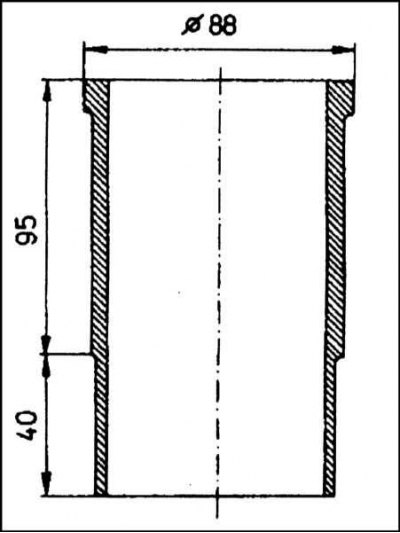
21. Асноўныя геаметрычныя характарыстыкі гільзаў прадстаўлены на ілюстрацыях. Калі гільзы знаходзяцца ў спраўным стане і падлягаюць далейшаму выкарыстанню, пазначце іх пры дапамозе скотчу на прадмет прыналежнасці да свайго цыліндру.
- а - Абазначэнне памернага класа гільзы
- b - Месца вымярэння ўнутранага дыяметра
 |  |
22. Перад усталёўкай старанна працярыце спалучаныя паверхні гільзаў і бакі, затым шляхам апрацоўкі дробназярністай наждачнай паперай выдаліце ўсе задзірыны, задзіракі і шурпатасці, здольныя прывесці да выхаду са строю новых ушчыльняльных шайбаў.
23. Старанна працярыце гільзы і ўсталюеце на іх новыя ўшчыльняльныя шайбы патрабаванай таўшчыні. Вышмаруйце сценкі гільзаў чыстым рухальным алеем.
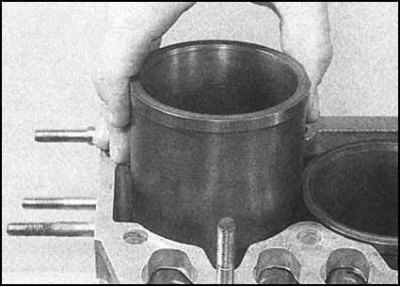
24. Пры ўсталёўцы старых гільзаў сачыце за правільнасцю сумяшчэння нанесеных падчас дэмантажу пасадачных пазнак. Паспрабуйце не дапусціць выпадзенні ўшчыльняльных шайб падчас пасадкі гільзаў у цыліндры. На першым этапе гільзы варта праціснуць у цыліндры ўручную да ўпора. Далей гільзы застукваюцца малатком праз драўляны блок да ўпора ў пасадачныя плечыкі.
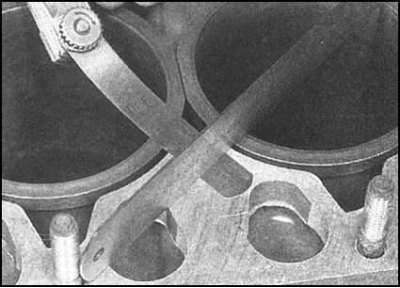
25. Усталяваўшы ўсе чатыры гільзы, вымерайце велічыню іх выступу над плоскасцю блока - скарыстайцеся сталёвай лінейкай і мацам лязовага тыпу. Параўнайце вынікі вымярэнняў з патрабаваннямі Спецыфікацый.
26. У выпадку неабходнасці выміце няправільна пасаджаную гільзу і заменіце на ёй ушчыльняльную шайбу. Выпускаюцца шайбы таўшчынёй 0.10, 0.12 і 0.14 мм.
27. Замяніўшы шайбу, усталюйце гільзу і зноў праверце велічыню яе выступу.
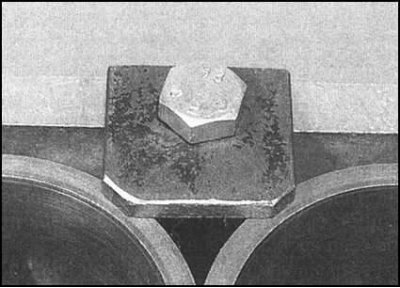
28. Скончыўшы карэкціроўку пасадкі гільзаў, часова зафіксуйце іх у цыліндрах адмысловымі прастакутнымі шайбамі
Рухавікі 1.6 л і дызельныя
1. Візуальна праверце ліццё блока на наяўнасць расколін і слядоў карозіі. Праверце, ці не сарваная разьба ў якія-небудзь з крапежных адтулін. Калі меліся падазроны на ўнутраныя ўцечкі астуджальнай вадкасці, магчыма, мае сэнс звярнуцца да адмыслоўцаў аўтасэрвісу, папытаўшы іх выканаць дбайную праверку стану блока з ужываннем адмысловага абсталявання. У выпадку неабходнасці зрабіце аднаўленчы рамонт, або заменіце блок.
2. Праверце люстэркі цыліндраў на наяўнасць драпін і задзір. Пры выяўленні падобнага роду дэфектаў варта праверыць стан адпаведных поршняў (гл. Раздзел Зняцце, праверка стану і ўсталёўка шатунна-поршневых зборак). Якія знаходзяцца ў пачатковай стадыі развіцця дэфекты могуць быць ухілены на дадзеным этапе шляхам праточвання блока ва ўмовах майстэрні аўтасэрвісу.
3. Для больш дакладнай ацэнкі ступені зносу цыліндраў неабходна выканаць вымярэнне іх дыяметраў у некалькіх кропках. Увядзіце нутромер у першы цыліндр і зрабіце вымярэнне яго дыяметра ў трох розных перасеках паралельна восі каленчатага вала. Адно вымярэнне вырабляецца ў верхняй частцы цыліндру, непасрэдна пад краем канта ступенькавага зносу, другое - у цэнтральнай частцы цыліндру і трэцяе - на адлегласці каля 10 мм над ніжнім яго зрэзам.
Заўвага. Блок павінен быць усталяваны на варштаце строга гарызантальна.
4. Паўтарыце вымярэнні, на гэты раз у плоскасцях, перпендыкулярных да восі каленчатага вала. Запішыце вынікі ўсіх шасці вымярэнняў і параўнайце іх з патрабаваннямі Спецыфікацый. Калі розніца дыяметраў якіх-небудзь з двух цыліндраў выходзіць за межы дапушчальнага дыяпазону, цыліндры падлягаюць праточцы з наступнай заменай поршняў на новыя, які адпавядае рамонтнага памеру. Адзінай альтэрнатывай праточцы цыліндраў з'яўляецца поўная замена блока ў камплекце з поршнямі.
5. Скарыстаўшыся запісамі вынікаў вымярэнняў дыяметраў поршняў (гл. Раздзел Зняцце, праверка стану і ўстаноўка шатунна-поршневых зборак), вылічыце зазоры пасадкі поршняў у цыліндрах шляхам аднімання гэтых дыяметраў з дыяметраў цыліндраў. Паколькі патрабаванні да пасадкі поршні на момант складання гэтага Кіраўніцтва вытворцамі не агавораны, звярніцеся па кансультацыі да спецыялістаў фірмовага сэрвіс-цэнтра кампаніі Skoda.
6. Абкладзеце блок на варштат, картэрам уніз і пры дапамозе сталёвай лінейкі і мац лязовага тыпу праверце плоскаснасць яго спалучаныя паверхні. Калі вынікі праверкі перавышаюць абумоўленае ў Спецыфікацыях дапушчальнае значэнне, блок можа падвергнуты праточцы (толькі для бензінавых рухавікоў) ці заменены. На дызельных рухавіках выкананне праточвання блока не ўяўляецца магчымым.
7. Перад зборкай рухавіка варта зрабіць хонінгаванне цыліндраў.
8. Злёгку вышмаруйце люстэркі цыліндраў чыстым рухальным алеем, каб пазбегнуць развіцця карозіі. Да моманту пачатку зборкі загарніце блок у поліэтыленавы пакет і прыбярыце яго ў бяспечнае месца.