
Зборка каленчатага вала - агульныя звесткі
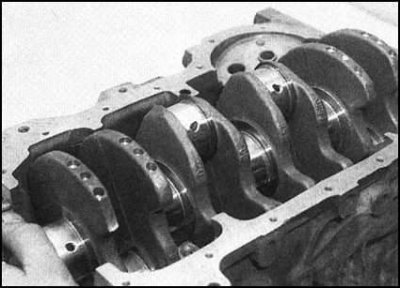
Каленчаты вал адкаваны са сталі. Вал мае тры карэнныя і чатыры шатунных шыйкі. Крывашыпы з шатуннымі шыйкамі першага і другога цыліндраў размешчаны паміж першай і другой карэннымі шыйкамі вала; паміж другой і трэцяй карэннымі шыйкамі размешчаны крывашыпы трэцяй і чацвёртай шатунных шыек.
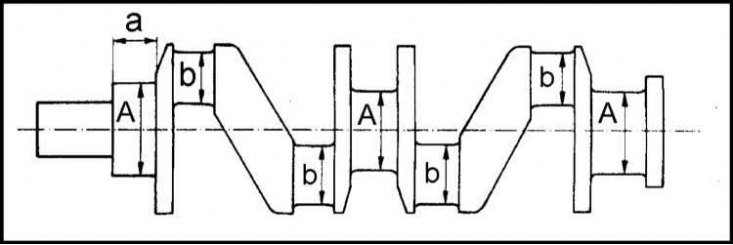
а - Шырыня карэннай шыйкі; b - Ø шатун шыйкі; А - Ø карэннай шыйкі
З мэтай зніжэння нагрузкі, якая прыходзіцца на карэнныя падшыпнікі кривошипы абсталяваны кованымі процівагамі, якія ўраўнаважваюць цэнтрабежныя сілы, якія ўзнікаюць паміж двума суседнімі апорамі.
Усе кривошипы і шыйкі каленчатага вала абсталяваны ўнутранымі маслацёкамі, па якіх алей паступае да ўкладышаў падшыпнікаў.
Самі крывашыпы не падлягаюць апрацоўцы. Што да шыек і абедзвюх цапфаў каленчатага вала, то яны старанна апрацоўваюцца. Як карэнныя, так і шатунныя шыйкі падвяргаюцца павярхоўнай загартоўцы токам высокай частаты. Дыяметр карэнных шыек складае 60 мм, шатунных - 45 мм.
Тарэц задняй цапфы каленчатага вала абсталяваны фланцам пад пасадку махавік. Ушчыльненне пасадкі задняй цапфы ў блоку дасягаецца пры дапамозе сальніка памеру 85х105х12 мм.
Пярэдняя цапфа вала ўяўляе сабой шыйку, якая выкарыстоўваецца пад пасадку зубчастага кола/зорачкі рэмень/ланцужнога прывада размеркавальнага вала, а таксама шківа клінаватага рамяня прывада дапаможных агрэгатаў (вадзяная помпа і генератар). Герметызацыя пасадкі пярэдняй цапфы забяспечваецца пярэднім сальнікам (42х58х8 мм).
Абодва сальніка вырабляюцца з фторкаучуку і адрозніваюцца падвышанай надзейнасцю і даўгавечнасцю.
Велічыня восевага люфту вала кантралюецца шляхам усталёўкі адмысловых дыстанцыйных кольцаў і ўпартай шайбы, якія ўсталёўваюцца на першую карэнную шыйку вала. Дыстанцыйныя кольцы стопары ад ад проворачивания прадугледжаным на вонкавым боку выступам. Дапушчальная велічыня восевага люфту каленчатага вала прадстаўлена ў Спецыфікацыях у пачатку гэтага Раздзела.
Упартыя кольцы апроч намінальнай таўшчыні (1.480÷1.490 мм), выпускаюцца таксама рамонтных памераў: 1.605÷1.615 мм, 1.703÷1.740 мм і 1.855÷1.865 мм.
Кальца большага памеру заўсёды варта ўсталёўваць з боку прашліфаванай бакавой паверхні шчокі кривошипа. З боку ўпартай шайбы заўсёды усталёўваецца кольца намінальнага памеру.
У выпадку зносу упартая шайба (страта гладкасці бакавых паверхняў) падлягае замене.
Усе каленчатыя валы на вытворчасці падвяргаюцца статычнай і дынамічнай балансіроўка з дакладнасцю да 0.2 Нм.
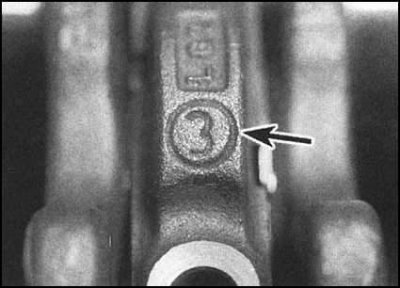
Вечкі карэнных падшыпнікаў каленчатага вала выкананы з чыгуну і мацуюцца да блока цыліндраў пры дапамозе двухбаковых нітаў М11. На вечках адлітыя пазнакі ў выглядзе лічбаў "1", "2" ці "3". Пры гэтым вечка з нумарам "1" павінна ўсталёўвацца на найблізкі да прывада ГРМ падшыпнік, з нумарам "3" - на найблізкі да махавік, а нумар "2" - на сярэдні.
Укладышы падшыпнікаў каленчатага вала выкананы з тонкай сталёвай паласы, пакрытай знутры пластом сплаву спецыяльнага складу. Таўшчыня пласта складае 0.35 мм. Карэнныя ўкладышы маюць шырыню 24 мм пры таўшчыні 2.5 мм, шатунныя - 22 м пры 1.5 мм.
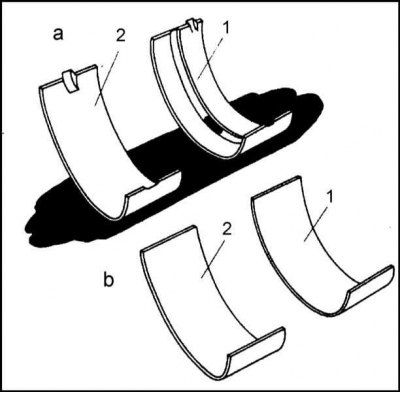
а - Карэнныя ўкладышы; b - Шатунныя ўкладышы; 1 - Верхнія ўкладышы; 2 - Ніжнія ўкладышы
Па ўсёй даўжыні кожнага з верхніх карэнных укладышаў праходзіць канаўка, служэлая для подвода маторнага алею, які паступае праз адтуліну авальнай формы ва ўкладышы. На кантавых паверхнях паўкола ўкладышаў абсталяваны замкі, якія забяспечваюць адназначнасць пасадкі паўкола і фіксацыю іх ад проворачивания.
Шатунныя ўкладышы адрозніваюцца гладкасцю паверхні і не абсталяваны замкамі.
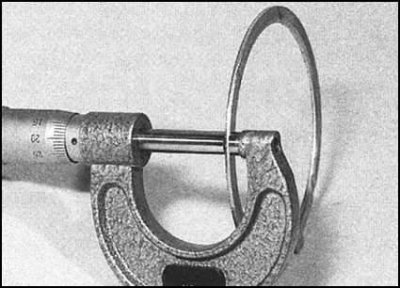
Ніякая маркіроўка, на ўкладышах не прадугледжана, а таму, іх таўшчыня вызначаецца пры дапамозе мікраметра.
Укладышы застаюцца прыдатнымі для далейшага ўжывання, калі яны не занадта зношаныя, не пакідаюць празмерны працоўны зазор падшыпнікаў, вольныя ад расколін, драпін і сколаў павярхоўнага пласта. дэфектныя ўкладышы падлягаюць замене ў абавязковым парадку. Складальнікі гэтага Кіраўніцтва рэкамендуюць вырабляць замену ўкладышаў у камплекце для ўсіх падшыпнікаў адначасова.
Перш чым прыступаць да праверкі стану каленчатага вала, яго неабходна ачысціць ад слядоў змазкі і бруду. У выпадку выяўлення відавочных дэфектаў, а таксама ў выпадку адсутнасці ўпэўненасці ў адзнацы стану вала, яго варта замяніць. Па завяршэнні любога выгляду аднаўленчага рамонту неабходна старанна прачысціць усе маслатокі вала. (спачатку скарыстайцеся газай, затым прадуйце адтуліны сціснутым паветрам).
Зняцце
1. Зніміце галоўку цыліндраў, ланцуг і зорачкі прывада ГРМ (гл. Частка Рамонт без вымання з аўтамабіля бензінавага рухавіка 1.3 л гэтай Главы). Зафіксуйце гільзы цыліндраў.
2. Зніміце з каленчатага вала вечка ніжніх галовак бадзягаў. У выпадку неабходнасці зніміце шатунныя зборкі (гл. Раздзел Здыманне, праверка стану і ўстаноўка шатунна-поршневых зборак)).
3. Перш чым прыступаць да вымання каленчатага вала, выканайце наступныя дзеянні:
- a) Часова надзеньце на цапфу вала вонкавую ўпартую шайбу (канаўкамі маслотоков вонкі ад вечка падшыпніка), сумясціце стопорный сцяжок з пазай на вечку і пасадзіце шайбу да ўпора ў сваё гняздо. Пераканайцеся, што сцяжок унутранай упартай шайбы таксама ўваходзіць у пазу ў адказ у сваім вечку;
- b) Усталяваўшы ўпартую шайбу, надзеньце вялікую дыстанцыйную ўтулку (скошаным унутраным краем да блока), рэгулявальную шайбу, сегментную шпонку (скошаным бокам унутр) і зорачку газаразмеркавальнага ланцуга;
- c) Усталюйце шкіў каленчатага вала, укруціце ніт шківа (не забудзьцеся пра шайбу) і зацягніце яго з патрабаваным намаганнем, прыняўшы адпаведныя меры супраць проворачивания вала (гл. Раздзел Зняцце, праверка стану і ўстаноўка махавік). Заўважым, што няправільная ўсталёўка зацятых шайбаў прывядзе да закліноўвання вала падчас зацягвання ніта шківа.У выніку такога закліноўвання самі шайбы лёгка могуць апынуцца пашкоджаныя.
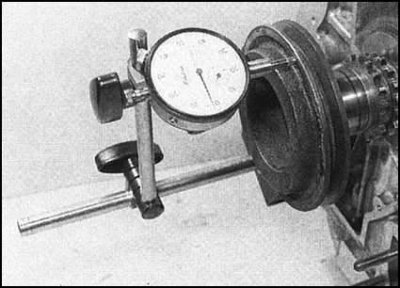
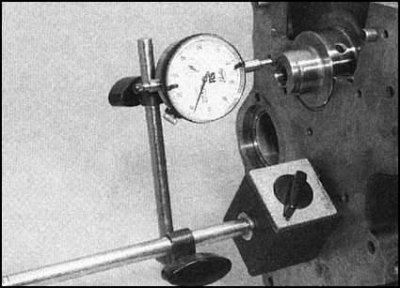
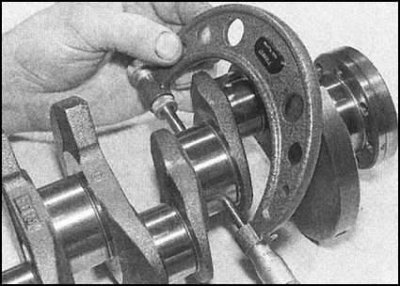
4. Пры дапамозе цыферблатнага вымяральніка плунжерного тыпу вымерайце восевы люфт каленчатага вала. Замацуеце вымяральнік такім чынам, каб яго плунжер упіраўся ў тарэц перадпакоя цапфы вала, і размяшчаўся раўналежна восі апошняга. Ссуньце вал да ўпора назад, абнуліце прыбор, затым пхніце вал наперад на ўсю даўжыню яго ходу і лічыце паказанне вымяральніка. Параўнайце вынік з патрабаваннямі Спецыфікацый. Велічыня восевага люфту рэгулюецца падборам упартай шайбы.
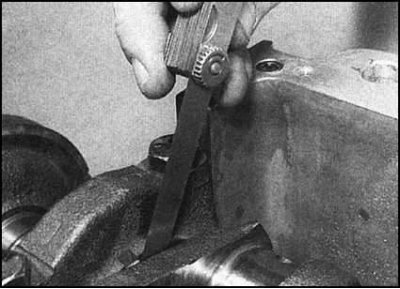
5. Альтэрнатыўна восевай люфт вала можа быць вымераны пры дапамозе маца лязовага тыпу. Ссуньце вал да канца яго ходу ў бок махавік, затым мацам замерце таўшчыню зазору паміж шчакой першага кривошипа і ўпартай шайбай.
6. Зніміце ўсе часова ўсталяваныя кампаненты. Таксама зніміце махавік (гл. Раздзел Здыманне, праверка стану і ўстаноўка махавік)).
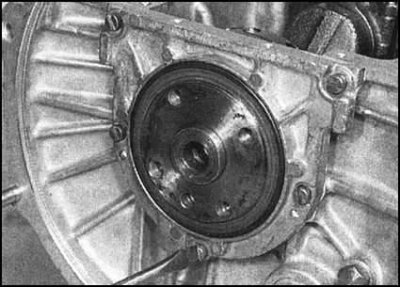
7. Вывярніце крапежныя шрубы і зніміце з цапфы вала зборку кажуха задняга сальніка. Зніміце пракладку кажуха (калі такая прадугледжана). Пры зборцы пракладка падлягае замен у абавязковым парадку.
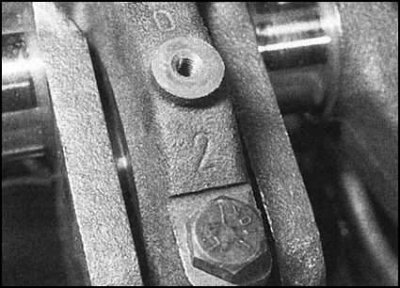
8. Праверце вечкі карэнных падшыпнікаў на наяўнасць ідэнтыфікацыйнай маркіроўкі. Звычайна маркіроўка прадстаўлена пазнакамі ў выглядзе лічбаў з 1 па 3, лічачы са боку шківа. Калі маркіроўка адсутнічае, то вырабіце яе самастойна (скарыстайцеся кернером, як рабілі гэта пры маркіроўцы шатунных вечкаў).
Заўвага. Апроч нумара вечка размяшчэнне пазнак павінна адназначна паказваць усталявальны кірунак накрывак.
9. Вывярніце крапежныя балты і зніміце вечкі карэнных падшыпнікаў разам з укладышамі.
10. Выміце каленчаты вал і зніміце з яго правай цапфы ўпартую шайбу. Паспрабуйце запомніць ўсталявальнае становішча шайбы.
11. Выміце са сваіх пасцеляў верхнія ўкладышы карэнных падшыпнікаў і складзеце іх разам з ніжнімі, у парадку ўсталёўкі на рухавіку.
Рухавікі 1.6 л і дызельныя
Заўвага. Калі не мяркуецца выкананні ніякіх прац па ўзнаўленні шатунна-поршневых зборак, неабходнасць у здыманні галоўкі і поршняў адпадае. Досыць будзе толькі ссунуць поршні ўверх па цыліндрах, зняўшы ніжнія галоўкі шатуноў з шыек каленчатага вала. Працу рэкамендуецца выконваць на мантажным стэндзе.
1. У адпаведнасці з указаннямі, прыведзенымі ў Частцы Рамонт без вымання з аўтамабіля бензінавага рухавіка 1.6 л або Рамонт без вымання з аўтамабіля дызельнага рухавіка дадзенай Главы выканайце наступныя працэдуры:
- a) Зніміце з каленчатага вала зубчастае кола раменнай перадачы прывада ГРМ;
- b) Зніміце кампаненты зборкі счаплення і махавік;
- c) Зніміце паддон картэра, маслаадбівальнік (калі прадугледжаны) і алейную помпу з маслазаборнікам;
- d) Зніміце зборкі кажухоў пярэдняга і задняга сальнікаў.
2. У выпадку неабходнасці зніміце поршні з шатунамі (гл. Раздзел Зняцце, праверка стану і ўстаноўка шатунна-поршневых зборак)).
3. Дзейнічаючы ў манеры, аналагічнай апісанай для рухавіка 1.3 л, вымерайце велічыню восевага люфта каленчатага вала. Велічыня восевага люфту рэгулюецца падборам таўшчыні зацятых шайб.
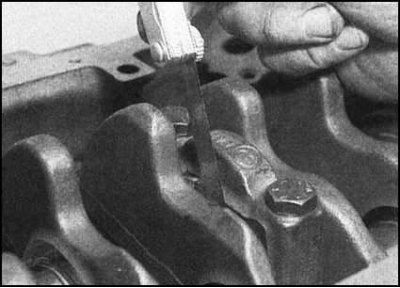
4. Альтэрнатыўна люфт можна вызначыць пры дапамозе маца лязовага тыпу, вымераўшы ім максімальную велічыню зазору паміж шчакой 2-га кривошипа і ўпартай шайбай. Параўнайце атрыманы вынік з патрабаваннямі Спецыфікацый.
5. Праверце вечкі карэнных падшыпнікаў на наяўнасць фабрычнай маркіроўкі. Лічбавыя пазнакі наносяцца ў парадку размяшчэння вечкаў у кірунку ад прывада ГРМ да махавік.
6. У некалькі прыёмаў (па 1/4 абарачэння за падыход) прыслабце ніты мацавання вечкаў, затым вывярніце іх уручную. Злёгку абстукаўшы малатком з мяккім байком, зніміце крышкі разам і ўкладышы. Прымацуеце ўкладышы да сваіх вечкаў скотчам.
7. Асцярожна выміце каленчаты вал. Паспрабуйце не дапусціць выпадзенні верхніх укладышаў карэнных падшыпнікаў. Бо вал важыць досыць шмат, разумна будзе звярнуцца па дапамогу да асістэнта. Абкладзеце зняты вал на роўную працоўную паверхню, падпёршы яго драўлянымі клінамі.
8. Выміце верхнія ўкладышы і складзеце іх разам з ніжнімі ў парадку ўсталёўкі на рухавіку. Зніміце ўсталяваныя абапал 3-го кривошипа зацятыя шайбы.
9. Звярніце ўвагу на выемкі, праточаныя ў вечках і блоку - дадзеныя выемкі прадугледжаны для траплення ў іх выступаў укладышаў і вызначаюць адназначнасць усталёўкі апошніх.
Праверка
1. Старанна прамыйце каленчаты вал растваральнікам і прасушыце яго. Прамыйце адтуліны маслатокаў і пераканайцеся ў праходнасці апошніх (скарыстайцеся спецыяльнай шчоткай). Каб пазбегнуць пашкоджання новых укладышаў, зніміце фаскі з краёў адтулін.
2. Праверце стан карэнных і шатунных шыек вала. У выпадку выяўлення прыкмет нераўнамернага зносу, задиров, расколін, каверн і іншых пашкоджанняў, вал варта аддаць у проточку з наступнай заменай падшыпнікаў рамонтнымі.
3. Пры дапамозе мікраметра вымерайце дыяметры карэнных і шатунных шыек вала. Шляхам вымярэння дыяметра ў розных кропках шыек, праверце апошнія на наяўнасць прыкмет авальна ці конуснасці. Параўнайце вынікі праверкі з патрабаваннямі Спецыфікацый, у выпадку неабходнасці аддайце вал у праточку.
4. Праверце стан якія кантактуюць з сальнікамі паверхняў абедзвюх цапф вала. У выпадку выяўлення задзіракоў, шурпатасцяў і іншых пашкоджанняў, здольных прывесці да выхаду са строю новага сальніка, варта звярнуцца за дапамогай да спецыялістаў аўтасэрвісу, дзе можа быць выкананы адпаведны аднаўленчы рамонт цапф.
5. Пры дапамозе цыферблатнага вымяральніка плунжерного тыпу вызначыце велічыню бакавога біцця каленчатага вала ў сярэдняй яго часткі. Вал варта абкласці ў V-вобразныя блокі. Паспрабуйце падчас выкананні праверкі не пашкодзіць паверхні шыек і цапф вала. Максімальнае дапушчальнае значэнне бакавога біцця каленчатага вала вытворцамі не абумоўлена, аднак складальнікі сапраўднага Кіраўніцтва рэкамендуюць прыняць у якасці адпраўной кропкі велічыню 0.05 мм. Пры перавышэнні дадзенага значэння вал варта замяніць, альбо даставіць для аднаўленчага рамонту ў майстэрню аўтасэрвісу.
6. На рухавіках 1.3 л неабходна мікраметрам вызначыць таўшчыню зацятых шайб. Зношаныя шайбы замяняюцца ў пары з ліку адпаведных ім па размернай групе. Калі вал падвяргаўся праточцы, адна з шайб пасля падбору можа адмовіцца тоўшчы іншы, і павінна ўсталёўваць з унутранага боку (ушчыльную да шчакі кривошипа).
7. Апісанне працэдур праверкі стану ўкладышаў карэнных і шатунных падшыпнікаў гл. у Раздзеле Праверка стану і падбор укладышаў карэнных і шатунных падшыпнікаў каленчатага вала.