
Slojevi antikorozivne zaštite
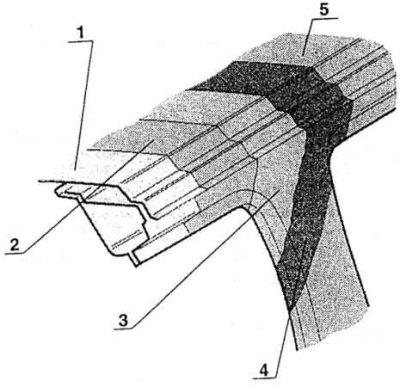
1 - list; 2 – trikationski fosfat; 3 - katoforetski primer; 4 - punilo; 5 - pokrovni lak koji se sastoji od pigmentnog sloja i gornjeg bezbojnog laka
Za dobro održavanje antikorozivnog premaza automobila potrebno je znati koje je materijale i tehnologiju koristio proizvođač za nanošenje premaza. Na početku valja naglasiti da "ŠKODA - Tvornica automobila dd" trenutno koristi tehnologiju četveroslojnog premaza (tri sloja čine materijali topljivi u vodi). Ova je tehnologija dizajnirana uz maksimalno poštovanje okoliša – kako u najširem smislu te riječi tako i na radnom mjestu proizvođača automobila. Tehnološka opremljenost jedna je od najmodernijih u Europi.
Visoka otpornost premaza na koroziju pojačana je činjenicom da su limovi od kojih je izrađeno tijelo izrađeni uglavnom od pocinčanog lima. Sam premaz se nanosi na već polugotovo tijelo, tj. na okviru s ugrađenim vratima, branicima i haubom.
Kako bi premaz dobro prianjao na limove karoserije, na kraju montaže se prethodno priprema. Prva operacija je temeljito odmašćivanje i aktivacija površine, nakon čega slijedi fosfatiranje cijelog tijela. Sloj fino kristalnog trikacionog fosfata (cink, mangan, nikal) nastaje kada je tijelo potpuno potopljeno. Time se osigurava prisutnost fosfatnog sloja u svim šupljinama i na donjem dijelu tijela.
Slijedi pasivizacija bez kroma i pranje u kupkama s demineraliziranom vodom.
Nadalje tijekom opetovanog uranjanja na cijelo tijelo zbog elektrokemijskog procesa (katoforeza) oslobađa se sloj temeljne boje i to na svim površinama iu karoserijskim šupljinama.
Naneseni temeljni premaz posvuda ima jednaku debljinu, na površini od 17 do 25 mikrona, u šupljinama ne manje od 12 mikrona. Ovaj sloj osigurava, prvo, savršeno prianjanje sljedećeg sloja, i drugo, izvrsnu zaštitu od korozije.
Sljedeća operacija je bezotpadno ispiranje ultrafiltratom od temeljnog premaza. Ova kupka cirkulira između prostora za ispiranje i kupke u kojoj se katoforetska boja oslobađa na tijelu, odnosno struji u suprotnom smjeru. Zatim se tijelo kreće po liniji, gdje se naginjanjem u uzdužnom smjeru i upuhivanjem komprimiranim zrakom oslobađaju od tekućeg viška kupke.
Na kraju, dobiveni film suši se 30 minuta na tjelesnoj temperaturi od 180°C. Ovdje se odvija strukturiranje (polimerizacija) sadržane i obložene smole. Katoforetski izolirana temeljna boja nositelj je antikorozivne zaštite i omogućuje, kao jedan od čimbenika, davanje desetogodišnjeg jamstva za antikorozivnu otpornost karoserije. U sljedećem dijelu radne linije na svako tijelo se nanosi brtvilo bez otapala (plastisol na bazi plastificiranog PVC-a). U fuge i procjepe nanosi se u obliku valjaka, na podnice i bokobranske obloge prskanjem. Rubovi vrata i poklopca motora dodatno su zabrtvljeni plastisolom na transportnoj traci. Plastisol ima izvrsnu adheziju, visoku otpornost na otopine soli i mehanička oštećenja abrazivom. Također ima veliku izdržljivost. Nakon nanošenja plastisola, tijelo se podvrgava predželatinizaciji, što je fizikalno-kemijski proces restrukturiranja premaza. To se događa na temperaturi od 120°C tijekom 15 minuta.
Završetak procesa želatinizacije tada se provodi istovremeno sa sušenjem (pucajući) rezerviranog mjesta. Primjenjuje se u sljedećoj fazi procesa. Prije nanošenja, naravno, ručno se bruse slučajni nedostaci na površinskim dijelovima tijela, koji bi mogli nastati kada je primer izoliran katoforezom.
Vodotopivo punilo je drugi sloj premaza i nanosi se u tri faze. Prvi je prskanje površine, koje proizvode automati u rotirajućim zvonima u elektrostatskom polju (ESTA). Zanimljivo je da je brzina vrtnje zvona od 20.000 do 40.000 okretaja u minuti. To osigurava ravnomjerno nanošenje boje i minimalni gubitak, budući da se nabijene čestice boje privlače karoseriji u elektrostatskom polju i stoga se ne raspršuju u okolno područje.
U drugoj fazi, površina između vrata i unutrašnjosti kabine se prskaju ručno. U trećoj fazi raspršivanje se ponovno odvija automatski u elektrostatičkom polju. Ispuna koja se koristi ima četiri nijanse boje koje odgovaraju boji koja će se koristiti kao gornji sloj. Agregat se peče na temperaturi od 165±5°C 20 minuta. Zatim se agregat polira suhim ili mokrim postupkom. Nakon čišćenja tijela nanosi se treći sloj premaza špricanjem ili na bazi UNT pigmenta (oni. pigment bez efekta metalizacije), ili s metalizacijom. Oba u željenoj nijansi boje. Lakirnica tvornice automobila ŠKODA sposobna je proizvesti 14 nijansi boja. Sloj pigmenta ponovno se raspršuje na vanjsku površinu ESTA opremom i ručno između vrata i unutar kabine. Nakon operacije međusušenja (uklanjanje vode iz ovog sloja) na temperaturi od 70°C nanosi se posljednji, četvrti sloj premaza, a to je bezbojni lak koji ne sadrži otapalo i daje konačni efekt - sjaj. Posljednji sloj premaza peče se dvadesetak minuta na temperaturi od 140°C. Cijeli proces bojanja odvija se kontinuirano, uglavnom automatski.
Opis tehnološkog procesa nanošenja premaza bio bi nepotpun da se ne spomene linija na kojoj se vrši konzerviranje tjelesnih šupljina vodotopivim voskom. Ova operacija je zanimljiva jer u različitim dijelovima tijela postoje rupe za umetanje mlaznica koje prskaju vosak odvojeno u različitim smjerovima. Nakon umetanja mlaznica, posebnom opremom pod visokim pritiskom ubrizgava se vosak u šupljine. Prskanje se provodi na bezzračni način.
Sustav kontrole volumena voska sastoji se u tome da se unaprijed programirana količina voska ubrizgava u kavitet pod tlakom od 10 do 15 MPa, čime se osigurava oblaganje unutarnjih površina slojem od 25 do 40 mikrona. Vosak ima dobru sposobnost prodiranja i dopire čak do kapilarnih pora u šupljinama, čime štiti te dijelove od oštećenja korozijom.
Naknadno se gotovo vozilo može sprejom konzervirati na motornom prostoru ili čak na cijeloj površini karoserije prema želji kupca, a time i prema specifikaciji opreme. Konzervans za prskanje koristi se za zaštitu tijekom transporta ili skladištenja.
Iz navedenog se vidi da proizvođač automobila Škoda zaista pažljivo štiti karoserije od korozije. No, jasno je da premaz, koji mora biti otporan na vremenske uvjete i može se slučajno oštetiti tijekom vožnje, na primjer, od letećih kamenčića i sl., ponekad zahtijeva ne samo njegu autokozmetikom, već i pažljivu kontrolu, ali u slučaju oštećenja slojeva boje - naknadni kvalificirani popravak. Popravke premaza uvijek mora obavljati Škoda servisna služba i ne smiju se dopustiti nikakve amaterske aktivnosti u ovom području.