
Čišćenje
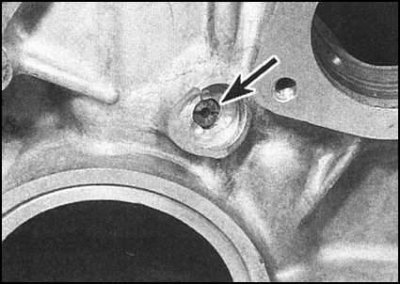
1. Uklonite sve dodatke i komponente s jedinice, kao i električne senzore i prekidače. Za potpuno čišćenje također je potrebno ukloniti stezne čepove vodenih galerija - izbušiti male rupice u čepovima, uviti u njih samonarezne vijke i, uhvativši glave vijaka kliještima, izvaditi čepove iz bloka..
2. Ostružite sve tragove starog materijala brtve i brtvila sa spojenih površina bloka. Pazite da ne oštetite brtvene površine.
3. Uklonite sve čepove kanala za ulje (gdje su predviđeni). Čepovi su vrlo čvrsti i možda će ih trebati izbušiti i ponovno navojiti slavinom. Prilikom montaže motora obavezna je zamjena čepova.
4. Ako je kućište radilice jako prljavo, morat ćete pribjeći čišćenju parom. Nakon vraćanja bloka s čišćenja potrebno je ponovno očistiti uljne tokove i galerije. Sve unutarnje šupljine bloka isperite toplom vodom. Nastavite s ispiranjem dok čista voda ne iscuri iz rupa. Temeljito osušite blok, zatim lagano namažite njegove spojne površine i zrcala cilindra uljem kako biste spriječili koroziju. Ako imate pristup izvoru komprimiranog zraka, njime ubrzajte proces sušenja i ispuhujte otvore, kanale i galerije.
Pažnja! Nosite zaštitne naočale kada koristite komprimirani zrak!
5. Ako kućište motora nije previše zaprljano, bit će dovoljno oprati ga vrućom vodom i sapunicom uz pomoć tvrde četke. Ne biste trebali pokušavati uštedjeti vrijeme na pranju bloka - uzmite ovaj postupak sa svom odgovornošću. Bez obzira na odabranu metodu čišćenja, kao rezultat nje, sve uljne rupe i kanali trebaju biti potpuno čisti, a blok treba biti temeljito osušen. Kako biste spriječili koroziju, malo podmažite zrcala cilindra uljem.
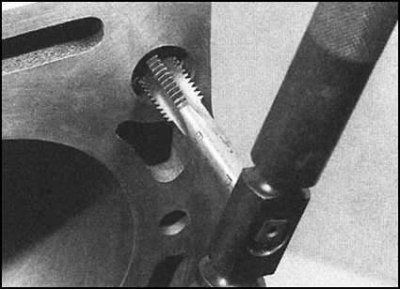
6. Potrebne su sve rupe za pričvršćivanje u bloku "otići" odgovarajućom slavinom, pažljivo uklanjajući proizvode korozije, staro brtvilo i druge naslage s navoja. Osim toga, takav "pomesti" pomoći će popraviti oštećene zavojnice. Ako je moguće, propuhnite rupe komprimiranim zrakom kako biste uklonili strugotine i krhotine.
Pažnja! Svi tragovi masti i otapala moraju se u potpunosti ukloniti iz slijepih rupa kako bi se spriječilo da hidraulički pritisak uništi odljevak bloka kada su vijci zategnuti.
7. Podmažite nove čepove kanala za ulje s odgovarajućim brtvilom i zavrnite ih u njihove rupe u bloku. Čvrsto zategnite čepove.
8. Ako nećete odmah sastaviti motor, zamotajte jedinicu u čistu plastičnu vrećicu. Ne zaboravite se pobrinuti i za zaštitu spojnih površina i zrcala cilindra od korozije.
Ispitivanje
1. Provjerite ima li na odljevku pukotina i korozije. Provjerite ima li oguljenih navoja u bilo kojoj od montažnih rupa. Ako postoje sumnje na unutarnje curenje rashladne tekućine, možda bi imalo smisla kontaktirati stručnjaka za autoservis i zatražiti od njih da izvrše temeljitu provjeru stanja jedinice pomoću posebne opreme. Ako je potrebno, popravite ili zamijenite jedinicu.
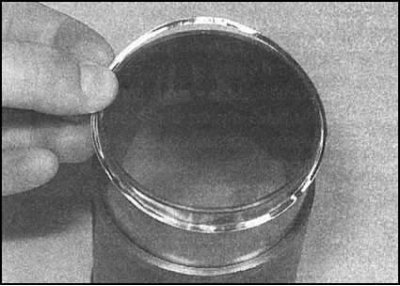
2. Uklonite košuljice cilindara i provjerite ima li na njihovim zrcalima ogrebotina i neravnina. Kako bi se zadržale proizvodne tolerancije, rukavci se proizvode u tri skupine veličina. Odgovarajuća oznaka se nanosi na stijenku svakog rukavca.
3. Za točniju procjenu stupnja istrošenosti rukavaca potrebno je izmjeriti njihove promjere u nekoliko točaka. Umetnite unutarnji mjerač u rukavac prvog cilindra i izmjerite njegov promjer u tri različita dijela paralelna s osi koljenastog vratila. Jedno mjerenje vrši se u gornjem dijelu rukava, neposredno ispod ruba stepenastog nosivog ramena, drugo - u središnjem dijelu rukava, a treće - neposredno iznad njegovog donjeg reza. Mjerenja se vrše u dvije ravnine - paralelno i okomito na os koljenastog vratila.
4. Usporedite rezultate mjerenja sa zahtjevima Tehnički podaci. Ako je bilo koji od rezultata izvan raspona, odgovarajuća čahura se mora zamijeniti.
5. Da bi se odredio zazor klipova u košuljicama cilindra, potrebno je od promjera rukavca oduzeti promjer klipa, mjeren duž njegove suknje (vidi odjeljak Demontaža, provjera stanja i ugradnja sklopova klipnjače i klipa).
6. Alternativno, namjestite klip u prikladnu čahuru i upotrijebite mjerač s oštricom za mjerenje zračnosti njegovog sjedišta. Klip mora biti umetnut u čahuru u svom normalnom položaju, a zračnost se mjeri duž jedne od njegovih potisnih površina, neposredno iznad donjeg reza čahure.
7. Ako zazor prelazi navedeni Tehnički podaci prihvatljivu vrijednost, klip se mora zamijeniti. Ako se klip zaglavi na dnu hoda, uz postupno labavljenje pristajanja dok se pomiče prema gore, tada postoji sužavanje košuljice. Zaglavljivanje lopatica sonde kada se pomakne duž perimetra generatriksa površine klipa ukazuje na ovalnost rukavca.
8. Ponovite postupak, procjenjujući stanje rukavaca svakog od cilindara.
9. U slučaju otkrivanja znakova prekomjerne istrošenosti ili oštećenja ogledala, neispravne čahure moraju se zamijeniti.
10. Kao zamjenske ugraditi rukavce, samo iste grupe veličina kao one koje su pokvarene. Isto vrijedi i za klipove. U tom slučaju veličina klipova mora odgovarati veličini rukavaca u skupini. Odgovarajuća oznaka nanesena je na stijenke rukavaca i dno klipova.
11. Ako je stupanj istrošenosti ogledala nizak, bit će dovoljno samo zamijeniti klipne prstenove.
12. Ogledala čahura podliježu honanju kako bi se osiguralo ispravno pristajanje novih klipnih prstenova na njih.
13. Za provođenje postupka honanja potreban je poseban alat (brusiti), koji vam omogućuje da na površinu zrcala nanesete jednoličan isprekidani uzorak u obliku mreže. Takva uniforma "grubljenje" Ogledalo osigurava kvalitetu uhodavanja klipnih prstenova i jamči pravilnu nepropusnost prianjanja klipova u košuljice. Dostupne su dvije vrste brusa, obje dizajnirane za korištenje s električnom bušilicom. hone tip "četka za boce" predstavlja krutu cilindričnu četku s abrazivnim umetcima u čekinji. Rašireniji površinski brus opremljen je glavom u obliku bruseva opremljenih nogama s oprugom. Sastavljači ovog priručnika preporučuju mehaničarima početnicima amaterima da koriste prvu vrstu brušenja.
Bilješka. Po želji, brušenje se uvijek može povjeriti stručnjacima autoservisa za vrlo razumnu naknadu.
14. Pripremite jednu od gore opisanih vrsta alata za honanje, električnu bušilicu, dovoljnu količinu čistih krpa, malo ulja za honanje i zaštitne naočale.
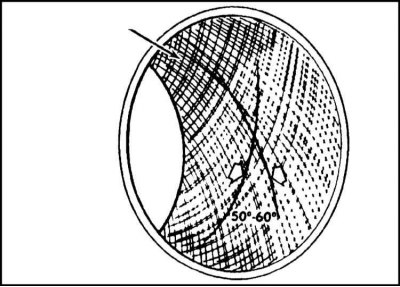
15. Stegnite brus u steznu glavu svrdla. Navlažite otvore cilindara uljem za honanje i stavite hon u prvi rukavac, nakon što ste stisnuli njegove brusne ploče s oprugom (ako se koristi mlaznica drugog tipa). Uključite bušilicu i odmah počnite pomicati mlaznicu gore-dolje po cilindru, postižući izgled jednolikog isprekidanog uzorka na zrcalu cilindra u obliku rešetke s mrežicom u obliku dijamanta, čije se stranice sijeku na kut od oko 60°. Neki proizvođači klipnih prstenova inzistiraju na različitim kutovima klipnih prstenova - pogledajte upute koje ste dobili uz svoj novi set klipnih prstenova.
Pažnja! Ne zaboravite nositi zaštitne naočale!
16. Ne štedite ulje kod honanja cilindara. Ne uklanjajte više materijala s ogledala na rukavu nego što je stvarno potrebno za postizanje željenog rezultata. Ne uklanjajte brus s rukavca sve dok se njegovo okretanje konačno ne zaustavi - sve to vrijeme nastavite klijati s bušilicom. Nakon što zaustavite bušilicu, nastavite ručno okretati njenu steznu glavu u istom smjeru i uklonite mlaznicu iz cilindra.
17. Temeljito obrišite ogledalo čistom krpom i nastavite s brušenjem sljedeće košuljice cilindra. Kada završite, operite blok cilindra vrućom vodom i sapunicom kako biste potpuno uklonili sve tragove abraziva i ulja za honanje. Čišćenje se može smatrati dovršenim kada, kada prolazite kroz zrcala rukava bijelom krpom namočenom u ulju, na potonjem nema sive mrlje.
18. Za uklanjanje rukavaca preokrenite blok cilindara i položite ga na drvene blokove. Obloge se sada mogu izbaciti iz cilindara drvenom šipkom.
19. Nakon što su sve košuljice otpuštene, položite blok cilindra na stranu i rukom uklonite košuljice.
20. Uklonite brtvene podloške s baze rukavaca i izmjerite njihovu debljinu. Proizvode se podloške raznih dimenzija čijim odabirom se podešava izbočenje rukavaca iznad površine bloka. Pokupite zamjenske podloške za svaki od rukava.
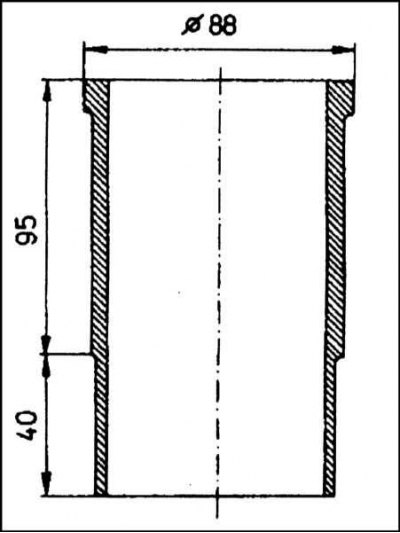
21. Glavne geometrijske karakteristike rukava prikazane su na slikama. Ako su rukavci u dobrom stanju i podložni su daljnjoj uporabi, označite ih ljepljivom trakom za pripadnost vašem cilindru.
- a - Oznaka klase veličine rukavca
- b - Točka mjerenja unutarnjeg promjera
 |  |
22. Prije ugradnje temeljito obrišite spojne površine rukavaca i stranica, a zatim obradom fino zrnatim brusnim papirom uklonite sve neravnine, ogrebotine i hrapavosti koje mogu dovesti do kvara novih brtvenih podložaka.
23. Temeljito obrišite čahure i na njih postavite nove brtvene podloške potrebne debljine. Podmažite stijenke rukavaca čistim motornim uljem.
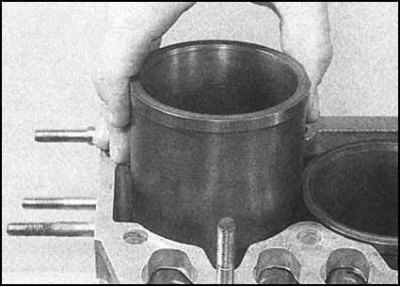
24. Prilikom postavljanja starih rukavaca, provjerite jesu li oznake za slijetanje primijenjene tijekom demontaže ispravno poravnate. Pokušajte ne dopustiti da brtvene podloške ispadnu kada su košuljice smještene u cilindre. U prvoj fazi, košuljice treba rukom ugurati u cilindre dok se ne zaustave. Zatim se rukavci lupkaju čekićem kroz drveni blok dok se ne zaustave uz vješalice.
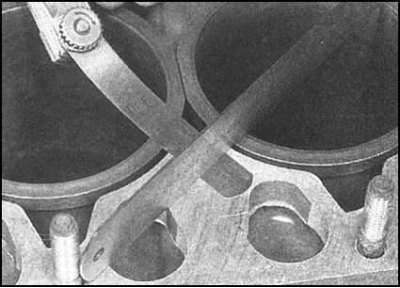
25. Nakon postavljanja sva četiri rukavca, izmjerite njihovu izbočenost iznad ravnine bloka - koristite čelično ravnalo i oštricu. Usporedite rezultate mjerenja sa zahtjevima Tehnički podaci.
26. Ako je potrebno, uklonite neispravno postavljenu čahuru i zamijenite brtvenu podlošku na njoj. Podloške su dostupne u debljinama od 0,10, 0,12 i 0,14 mm.
27. Nakon zamjene podloške, postavite čahuru i ponovno provjerite količinu izbočine.
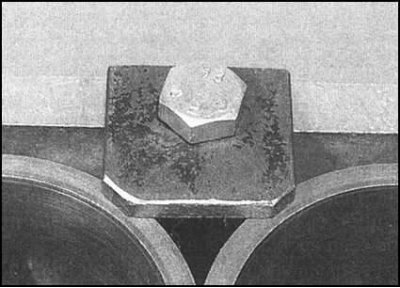
28. Nakon što ste završili s podešavanjem čahura, privremeno ih učvrstite u cilindrima posebnim pravokutnim podloškama
Motori 1.6l i dizel
1. Vizualno pregledajte ima li na odljevku pukotina i korozije. Provjerite ima li oguljenih navoja u bilo kojoj od montažnih rupa. Ako postoje sumnje na unutarnje curenje rashladne tekućine, možda bi imalo smisla kontaktirati stručnjaka za autoservis i zatražiti od njih da izvrše temeljitu provjeru stanja jedinice pomoću posebne opreme. Ako je potrebno, popravite ili zamijenite jedinicu.
2. Provjerite zrcala cilindara na prisutnost ogrebotina i ogrebotina. Ako se pronađu takvi nedostaci, potrebno je provjeriti stanje odgovarajućih klipova (vidi odjeljak Demontaža, provjera stanja i ugradnja sklopova klipnjače i klipa). Nedostaci koji su u početnoj fazi razvoja mogu se otkloniti u ovoj fazi okretanjem bloka u radionici autoservisa.
3. Za točniju procjenu stupnja istrošenosti cilindara potrebno je izmjeriti njihove promjere u nekoliko točaka. Unesite mjerač provrta u prvi cilindar i izmjerite njegov promjer u tri različita dijela paralelna s osi koljenastog vratila. Jedno mjerenje vrši se u gornjem dijelu cilindra, neposredno ispod ruba stepenastog trošnog ramena, drugo - u središnjem dijelu cilindra, a treće - na udaljenosti od oko 10 mm iznad njegovog donjeg reza.
Bilješka. Blok mora biti postavljen na radni stol strogo vodoravno.
4. Ponovite mjerenja, ovaj put u ravninama okomitim na os koljenastog vratila. Zabilježite rezultate svih šest mjerenja i usporedite ih sa zahtjevima Tehnički podaci. Ukoliko je razlika u promjerima bilo kojeg od dvaju cilindara izvan dopuštenog raspona, cilindri se podvrgavaju tokarenju, nakon čega slijedi zamjena klipova novima odgovarajuće reparaturne veličine. Jedina alternativa okretanju cilindara je potpuna zamjena bloka zajedno s klipovima.
5. Korištenje zapisa rezultata mjerenja promjera klipa (vidi odjeljak Demontaža, provjera stanja i ugradnja sklopova klipnjače i klipa), Izračunajte zazore klipova u cilindrima oduzimanjem tih promjera od promjera cilindra. Budući da zahtjevi za pristajanje klipova u vrijeme pisanja ovog priručnika nisu specificirani od strane proizvođača, potražite savjet od stručnjaka u servisnom centru marke Škoda.
6. Položite blok na radni stol, kućištem radilice prema dolje, i upotrijebite čelično ravnalo i mjernu mjeru s oštricom da provjerite ravnost njegovih spojnih površina. Ako rezultati ispitivanja premašuju one navedene u Tehnički podaci važeća vrijednost, blok se može strojno obraditi (samo za benzinske motore) ili zamijeniti. Kod dizelskih motora okretanje blokova nije moguće.
7. Prije sastavljanja motora potrebno je izbrusiti cilindre.
8. Lagano podmažite zrcala cilindra čistim motornim uljem kako biste spriječili koroziju. Zamotajte blok u plastičnu vrećicu i stavite ga na sigurno mjesto prije početka sastavljanja.