
Oznaka na kruni klipa
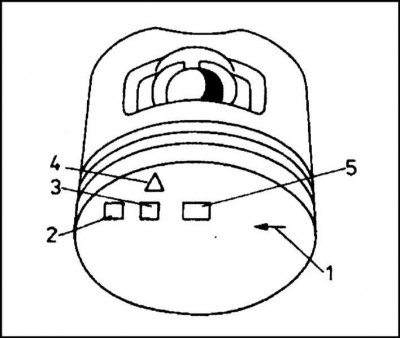
1 - strelica koja pokazuje smjer vrtnje radilice; 2 - Registarski broj proizvođača; 3 - Datum izlaska; 4 - Zaštitni znak proizvođača; 5 - Promjer klipa (označena slovima A, B ili C)
Klipni prstenovi
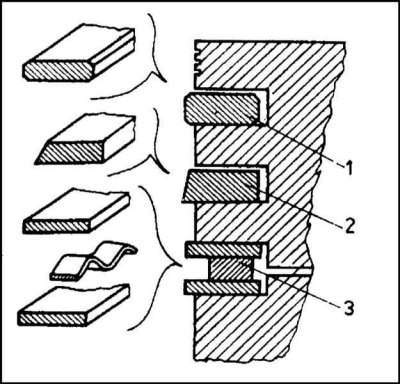
1 - Prvi (Gornji) kompresijski prsten; 2 - Drugi (dno) kompresijski prsten; 3 - Prsten za struganje ulja
Klipnjača i klipna skupina - opći podaci
Motor 1.3 l
Klipovi
Klipovi su izrađeni od aluminijske legure koju karakterizira otpornost na visoke temperature, značajna izdržljivost i tvrdoća.
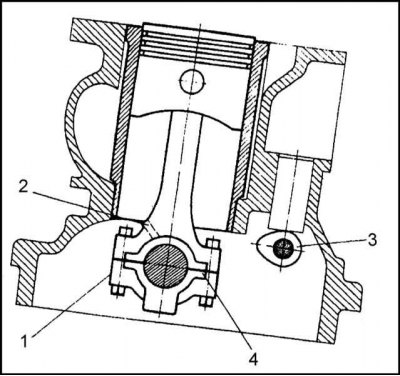
Klip se sastoji od ruba i dna. Oblik suknje osigurava pravilno pristajanje klipa na zidove rukavca / cilindra, eliminirajući mogućnost zaglavljivanja tijekom rada.
Unutar klipa u izbočine je ugrađen klipni klip s kojim je sklop pričvršćen na gornju glavu klipnjače.
Os rupe za osovinicu klipa je pomaknuta u odnosu na os klipa. Ova asimetrija ima za cilj minimizirati opterećenja koja se javljaju tijekom prolaska TDC sklopa.
Klipovi koji se koriste u razmatranim motorima imaju bimetalni dizajn: u području rupa za osovinicu klipa nalaze se četiri čelična remena koja ograničavaju fluktuacije promjera klipa povezane s promjenama temperature. Zahvaljujući ovoj zaštiti, postalo je moguće smanjiti razmake između stijenki klipova i zrcala cilindra na vrijednost od 0,02 mm.
Na površini klipa predviđena su tri utora za ugradnju klipnih prstenova. Iznad utora prvog (Gornji kompresijski prsten ima tri dodatna utora za ograničavanje prijenosa topline s dna vrućeg klipa na gornji prsten, koji je u najtežim radnim uvjetima.
Označeno na dnu klipa.
Klipovi moraju biti usklađeni s rukavcima/cilindarima, odgovarajući im u skupinama veličina. Prilikom ugradnje sklopa klipnjača-klip u motor pazite da je oznaka u obliku strelice okrenuta u smjeru vrtnje radilice (oni. lijevo od motora).
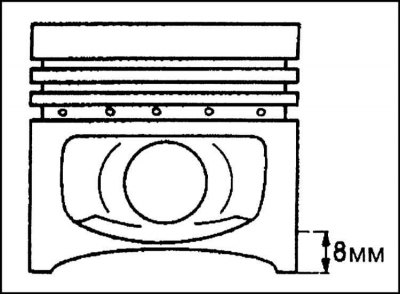
Površina suknje klipa ima složen oblik, zbog čega se mjerenje promjera mora provesti strogo na određenom mjestu, na visini od 8 mm od donjeg reza suknje. Mjerenje treba izvršiti u ravnini okomitoj na os osovinice klipa. U tom slučaju temperatura i samog klipa i mjernog alata mora biti 20°C.
Klipovi su dostupni samo u nazivnim veličinama i podijeljeni su prema promjeru u tri skupine veličina (A, B i C).
Da bi se osigurao stabilan rad motora sva četiri klipa moraju imati istu masu. Kako bi se ispunio ovaj uvjet, klipovi se važu tijekom procesa proizvodnje. Disperzija mase se korigira uklanjanjem metala iz ruba.
Osovinice klipa
Klipni klip osigurava zglobnu vezu između klipa i klipnjače. Prst je izrađen od visokokvalitetnog čelika, brušen i poliran. Gornja glava klipnjače nalazi se na središnjem dijelu prsta. Krajevi osovinice su uvučeni u rupe u čepovima klipa. Prstenovi za pričvršćivanje koriste se za fiksiranje prsta uvučenog u sklop.
Novi klin je ugrađen u klip s malo smetnji, bez zazora ili s minimalnim zazorom. U čahuri gornje glave klipnjače prst je postavljen s razmakom. S prekomjernim zazorom, prsti počinju kucati s povećanjem opterećenja motora.
Prije postavljanja zatika, na jednoj strani klipa postavlja se pričvrsni prsten (koristite poseban uređaj za postavljanje prstena). Zatim se sa suprotne strane klipni klip lagano podmazan motornim uljem puni u klip. Prst se opterećuje tako da njegov kraj strši unutar klipa za 1÷1,5 mm. Zatim se gornja glava klipnjače puni u klip, također lagano podmazan motornim uljem (provjerite je li otvor za protok ulja u gornjem dijelu klipnjače usmjeren u smjeru suprotnom od onog koji pokazuje strelica otisnuta na kruni klipa). Zatim napunite prst dok se ne zaustavi sa svojim krajem u pričvrsni prsten nabijen u klip i postavite drugi pričvrsni prsten na drugu stranu prsta.
Klipni prstenovi
Svaki od klipova opremljen je s tri klipna prstena ugrađena u utore posebno izrađene u gornjem dijelu stijenki klipa. Oblik i redoslijed postavljanja prstenova u utore prikazani su na slici.
Gornji kompresijski prsten izrađen je od čelika i izvana je kromiran kako bi se smanjila komponenta trenja, kao i zaštitio metal od agresivnih učinaka vrućih ispušnih plinova. Prsten je pravilnog okruglog oblika i simetričnog presjeka u obliku pravokutnika sa skraćenim kutovima.
Drugi (dno) kompresijski prsten je izrađen od lijevanog željeza i ima asimetričan presjek u obliku pravokutnika s kosom vanjskom stranom. Kut nagiba vanjske strane prstena je oko 1°, zbog čega pritisak prstena na zrcalo cilindra pada na vrlo malu površinu. Istrošenost kontaktne pločice osigurava nepropusnost prstena.
Na jednoj od čeonih površina ovog prstena nalazi se oznaka u obliku natpisa "TOR". Prsten treba postaviti na klip s ovom oznakom prema gore.
Prsten za struganje ulja sastoji se od tri odvojena dijela: dva uska bočna prstena i valovitog ekspandera smještenog između njih. Ukupna debljina sklopa je 3 mm.
Ulje uklonjeno prstenom iz zrcala cilindra ispušta se kroz rupe u utoru u klip i dalje u uljnu posudu motora.
Svi klipni prstenovi su podijeljeni. Rezovi prstenova nazivaju se brave, oni pružaju mogućnost ugradnje prstenova na klipove, a osim toga služe za kompenzaciju toplinskog rastezanja.
Novi prsten je najčvršće pritisnut na zrcalo cilindra u području brave. Tijekom daljnjeg uhodavanja, sila stezanja postupno se izjednačava po obodu prstena, osiguravajući maksimalno brtvljenje sklopa.
Zamjena klipnih prstenova na istrošenom motoru čiji su cilindri izgubili izvorni oblik dovodi samo do kratkotrajnog uspostavljanja kompresije, budući da prsten ne može poprimiti oblik istrošenog cilindra i njegova je nepropusnost neravnomjerno raspoređena.
Klipnjače
Klipnjače su kovane od posebnog čelika. Klipnjača se sastoji od gornje glave, klipnjače i donje, razdjelne glave. U gornju glavu klipnjače utisnuta je brončana čahura koja služi kao ležaj klipnog klipa. Klipnjača ima I-presjek. Donja glava je izrezana u ravnini okomitoj na uzdužnu os sklopa.
Površina ležišta za ugradnju školjki ležaja klipnjače u rascjepnu donju glavu klipnjače pažljivo je obrađena. Kao rezultat takve obrade gubi se zamjenjivost poklopaca ležaja klipnjače, zbog čega su na poklopcima i donjim glavama predviđene posebne oznake za poravnanje. Kada je tvornički sastavljen, oznake obično odgovaraju brojevima cilindara.
Poklopac je pričvršćen na klipnjaču pomoću posebnih vijaka visoke čvrstoće i dvije matice s navojem M9x1.
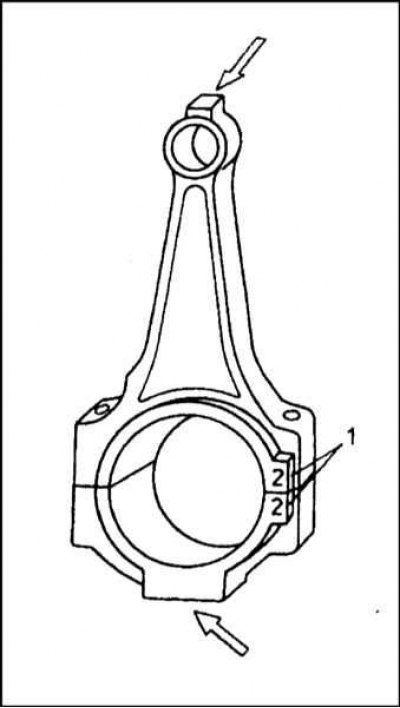
U gornjoj glavi klipnjače nalazi se prolazna rupa kroz koju se ulje dovodi do stijenki cilindra tijekom rada motora. Prilikom postavljanja klipnjače, pazite da je ova rupa usmjerena od bregastog vratila.
Po masi se klipnjače dijele u dvije skupine. Upaljač (s masom od 590÷598 g) označen žutom etiketom na glavi. Na težim polugama (600÷609 g) oznaka je plava. Sve klipnjače u motoru moraju imati istu masu, a pri podešavanju se masa težih klipnjača smanjuje na masu lakših, a ne obrnuto.
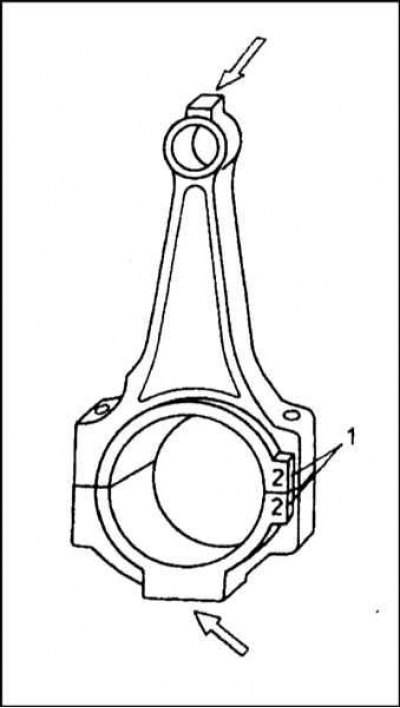
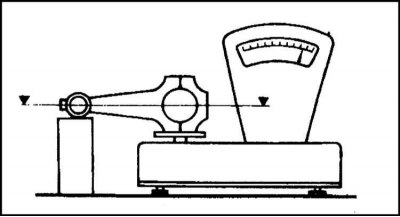
Shema postupka mjerenja klipnjače autoservisne radionice prikazana je na slici. Tijekom vaganja klipnjača mora biti vodoravna. Razlika u masama klipnjača, izvaganih i sa strane donje i sa strane gornje glave, ne smije biti veća od 2 ÷ 6 g. Masa se podešava uklanjanjem materijala s gornje glave i poklopca donju glavu na mjestima označenim strelicama na slici. Najveća dopuštena debljina sloja uklonjenog s gornje glave ograničena je udaljenošću od ravnine preostale nakon obrade do osi rupe za ugradnju klipnog klipa. Zbog čvrstoće, ovaj razmak treba biti najmanje 15 mm. Kod donje glave razmak se mjeri od obrađene ravnine do osi ležaja klipnjače i mora biti najmanje 35 mm.
Dizel motor i benzinac 1.6L
Općenito, izvedba sklopova klipnjače i klipa je slična onoj opisanoj za motore od 1,3 litre, s tom razlikom što je moguće ugraditi klipnjače veće veličine (pogledajte specifikacije). Osim toga, u dizelskim motorima klipnjače su opremljene raspršivačima ulja za hlađenje klipa.
Povlačenje
Motor 1.3 l
1. Uklonite glavu cilindra, karter motora i zupčanike pumpe za ulje. Provjerite jesu li košuljice cilindara dobro postavljene, ako je potrebno, pričvrstite ih posebnim podloškama.
2. Provjerite donje glave klipnjača i poklopce ležaja klipnjače za identifikacijske oznake u obliku brojeva utisnutih na bočnim stranama komponenti. Oznaka mora odgovarati brojevima cilindara (prvim se smatra cilindar najbliži lancu distribucije plina).
3. Ako je potrebno, samostalno označite stanove obrađene na klipnjačama i njihovim poklopcima (koristite boju ili bušilicu).
4. Provjerite aksijalnu zračnost klipnjača mjerenjem razmaka između njihovih donjih glava i obraza radilice s nožastim mjeračem. Ako rezultat mjerenja premaši navedeni Tehnički podaci vrijednost, odgovarajuća klipnjača se mora zamijeniti.
5. Nakon okretanja koljenastog vratila, dovedite klipove 2. i 3. cilindra u BDC položaj.
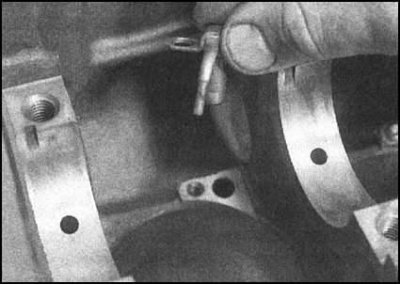
6. Stavite matice za pričvršćivanje i uklonite poklopac donje glave šipke s labavim listom ležaja šipke koljenastog vratila koji je zatvoren u njemu.
7. Ako se demontaža provodi samo u svrhu zamjene košuljica, uklonite klipnjaču s vrata vratila (pokušajte ne oštetiti vrat osovine i ogledalo cilindra - bolje je povući segmente crijeva za gorivo na pričvrsne vijke poklopca ležaja) i skinite gornju školjku ležaja s glave.
8. Sastavite komponente koje su skinute sa svake šipke zasebno.
9. Uklonite dijelove donjih glava klipnjača klipova 1. i 4. cilindra. Budite vrlo oprezni da ne oštetite zrcala cilindra.
10. Uklonite korak karbonizacije s vrha svakog cilindra.
Motori 1.6l i dizel
1. Uklonite glavu cilindra, korito ulja, usmjerivač ulja, pumpu ulja i sakupljač ulja.
2. Nakon spuštanja klipova u srednji položaj, prstom opipajte zrcala cilindra, provjeravajući stepenasto istrošenost u području gornje granice hoda klipa. Koraci se moraju ukloniti pomoću posebnog upuštača, jer inače neće biti moguće isključiti mogućnost oštećenja klipova tijekom uklanjanja sklopova klipnjača.
3. Pisačem izgrebite broj odgovarajućeg cilindra na dnu svakog od klipova.
4. Koristeći mjerač s oštricom, izmjerite krajnji zazor klipnjača na rukavcima radilice. Zapišite rezultate mjerenja.
5. Na dizelskom motoru odvrnite pričvrsne vijke i uklonite mlaznice ulja za hlađenje klipa iz njihovih utičnica.
6. Nakon okretanja koljenastog vratila, postavite klipove 1. i 4. cilindra u BDC položaj. Ako je potrebno, označite brojeve cilindara na klipnjačama i poklopcima, označite orijentaciju poklopaca u odnosu na klipnjače strelicom.
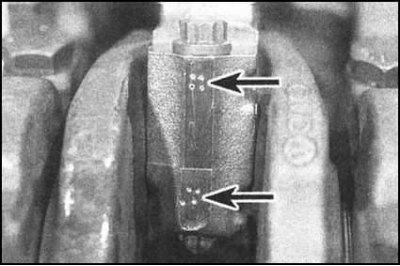
7. Pokušajte zapamtiti orijentaciju sklopova klipnjače i klipa na motoru. Ovisno o tipu motora, sklopovi se mogu označiti na različite načine: točkastim oznakama, rizicima se stavljaju na stranu donjih glava i njihovih poklopaca okrenutih prema zupčastom remenu ili se na odljevku nalaze izbočine različitih oblika. Ako se tvornička oznaka ne može pronaći, sami je nanesite.
8. U nekoliko koraka (pola okreta po pristupu) otpustite vijke za pričvršćivanje poklopca, uklonite poklopac s donjim umetkom. Zalijepite košuljicu za poklopac kako biste izbjegli zabunu tijekom sastavljanja. Ponovite postupak za sastavljanje.
9. Pomoću drške čekića gurnite sklopove kroz cilindre, uklonite gornje košuljice i zalijepite ih trakom na klipnjače.
10. Djelujući istim redoslijedom, uklonite sklop klipnjače i klipa 2. i 3. cilindra.
Ispitivanje
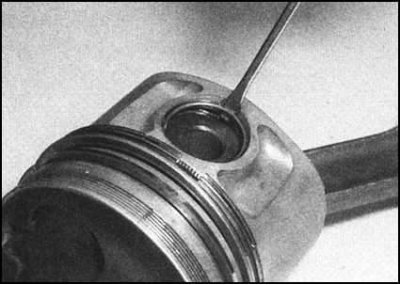
1. Umetnite plosnati vrh malog odvijača u predviđeni utor za uklanjanje sigurnosnog prstena. Zagrijte klip na 60°C.

2. Zatik bi sada trebao moći slobodno izaći iz klipa i rupe na gornjem kraju klipnjače.
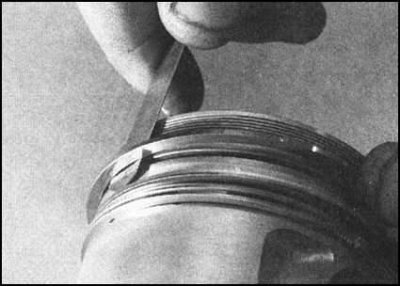
3. Naoružajte se posebnim alatom (ili oštricom stare mjerne sonde) i skinite klipne prstenove s klipa. Ne zaboravite da je prstenje izrađeno od lomljivog materijala i da se lako može slomiti ako se brave previše otvore - pazite na zaštitu ruku i očiju. Skinuti prstenovi mogu se baciti - tijekom montaže moraju se zamijeniti bez greške.
4. Komadićem starog prstena pažljivo uklonite naslage ugljika iz utora za ugradnju klipnih prstenova. Pazite da ne oštetite zidove i dno utora.
5. Temeljito očistite dno klipova od naslaga ugljika. Nakon što ste ostrugali glavni sloj naslaga, očistite dno žičanom četkom ili brusnim papirom.
Bilješka. Držite oznake klipa netaknutima.
6. Kada završite s čišćenjem, isperite utore prstena otapalom, zatim temeljito osušite klipove. Uvjerite se da su otvori za povrat ulja u žljebove prohodni.
7. Provjerite stanje klipova. Normalno trošenje manifestira se u obliku ravnomjernog vertikalnog trošenja na potisnoj površini klipa i prati ga labavo pristajanje u njegov utor gornjeg kompresijskog prstena. Ako se pronađe bilo kakvo neuobičajeno trošenje, potrebno je pažljivo ispitati klip radi njegove prikladnosti za daljnju uporabu, a zatim pokušati identificirati i ukloniti uzrok kršenja.
8. Prisutnost ogrebotina ili ogrebotina na ivici klipa može se smatrati rezultatom pregrijavanja uzrokovanog kvarom sustava za hlađenje ili podmazivanje ili neprihvatljivim viškom temperature izgaranja mješavine zraka i goriva. Pregorijevanje ruba obično je uzrokovano ispuhom plinova iz komora za izgaranje kao rezultat istrošenih cilindara ili klipnih prstenova. Izgaranje dna klipa ukazuje na prisutnost kršenja vremena paljenja i detonacije smjese. Korozija klipa u obliku malih šupljina ukazuje na to da je rashladna tekućina ušla u komoru za izgaranje / kućište radilice motora. Pokušajte identificirati uzroke kršenja i ukloniti ih.
9. Provjerite šipke, prste i poklopce donjih glava šipki na prisutnost pukotina i drugih mehaničkih oštećenja. Nakon polaganja klipnjača na ravnu površinu, provjerite ima li na njima znakova deformacije (ako niste sigurni, za pomoć se obratite stručnjaku za auto servis). Procijenite stanje utikača gornjih glava šipki.
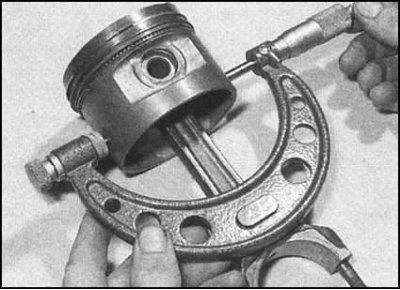
10. Pomoću mikrometra izmjerite promjere sva četiri klipa na udaljenosti od 10 mm od presjeka njegovog ruba u ravnini koja se nalazi pod pravim kutom u odnosu na os osovinice klipa. Ako je rezultat mjerenja izvan navedenog Tehnički podaci rasponu, klip se mora zamijeniti.
Bilješka. Ako je tijekom remonta blok cilindra probušen ili su košuljice zamijenjene (modeli 1,3 l), trebali biste odabrati novi set prevelikih klipova. Zapišite rezultate mjerenja - bit će vam potrebni kasnije pri izračunavanju zazora klipova u cilindrima (Pogledaj ispod).
11. Umetanjem novog klipnog prstena u odgovarajući žlijeb na klipu, upotrijebite mjerač s oštricom za mjerenje zazora sjedišta prstena. Provjerite prianjanje svakog klipnog prstena jedan po jedan. Ako je rezultat bilo kojeg mjerenja izvan raspona, klip se mora zamijeniti. Za svaki slučaj, provjerite točan izbor prstena mjerenjem njihove debljine mikrometrom.
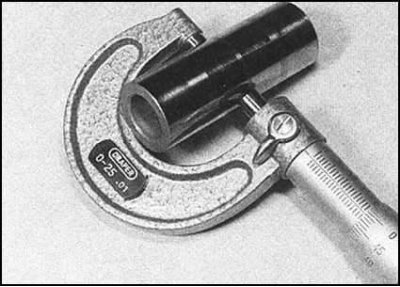
12. Koristeći nonijus Columbus, izmjerite unutarnje promjere sjedišta osovinice klipa na gornjim krajevima klipnjača. Zatim odredite promjere prstiju). Oduzimajući rezultate zadnjih mjerenja od rezultata prvih mjerenja, odredite razmake prstiju u glavama. Usporedite rezultate izračuna sa zahtjevima Tehnički podaci. Ako je potrebno, čahura klipnjače i sjedište u klipu moraju se strojno obraditi, a klin zamijeniti novom veličinom za popravak. Bilo bi bolje povjeriti ovaj posao stručnjacima za autoservis.
13. Na motorima od 1,3 litre klipnjače su podijeljene u dvije težinske kategorije, odgovarajuće oznake nanesene su na poklopce donjih glava klipnjača. Lakše klipnjače označene su žutom bojom, a teže plavom. Prilikom zamjene klipnjača treba odabrati zamjenjive komponente iz iste težinske skupine. Ako nema oznake, trebali biste potražiti savjet od stručnjaka servisnog centra marke Škoda.
14. Ispravna orijentacija klipova na klipnjačama određena je oznakama na dnu (dno mora biti očišćeno od čađe).
15. Na motorima od 1,3 litre, strelica otisnuta na kruni klipa treba pokazivati prema naprijed uz motor (prema filteru ulja). Strujanje ulja mora okrenuti klipnjaču natrag.
16. Na 1.6L modelima i dizel motorima, strelica na kruni klipa mora biti usmjerena prema zupčastom remenu. Klipnjača i poklopac njezine donje glave ugrađeni su utorom napravljenim u njihovim bazama u smjeru strelice na klipu.

17. Podmažite svornjak klipa i čep gornje glave klipa čistim pogonskim uljem. Ugradite klip na klipnjaču. Pričvrstite prst s dva pričvrsna prstena, okrećući ih za 180°od uklonjivih utora s bravama. Nastavljajući istim redoslijedom, montirajte preostale sklopove klipnjače i klipa.