
Warstwy zabezpieczenia antykorozyjnego
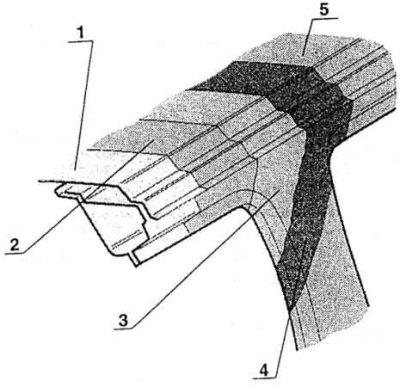
1 - arkusz; 2 – fosforan trójkationowy; 3 - podkład katoforetyczny; 4 - wypełniacz; 5 - lakier kryjący składający się z warstwy pigmentowej i wierzchniego lakieru bezbarwnego
Aby dobrze utrzymać powłokę antykorozyjną samochodu, trzeba wiedzieć, jakimi materiałami i technologią producent ją nałożył. Na wstępie należy to podkreślić "ŠKODA - Fabryka Samochodów JSC" obecnie stosuje czterowarstwową technologię powlekania (trzy warstwy są utworzone z materiałów rozpuszczalnych w wodzie). Technologia ta została zaprojektowana z maksymalnym poszanowaniem środowiska – zarówno w najszerszym tego słowa znaczeniu, jak i w miejscu pracy producenta samochodów. Wyposażenie technologiczne należy do najnowocześniejszych w Europie.
Wysoką odporność korozyjną powłoki wzmacnia fakt, że wytłoczki blach, z których wykonana jest karoseria, wykonane są głównie z blachy ocynkowanej. Sama powłoka jest nakładana na już półfabrykat karoserii, tj. na ramie z zamontowanymi drzwiami, błotnikami i maską.
Aby powłoka dobrze przylegała do blach karoserii, pod koniec montażu jest ona wstępnie przygotowywana. Pierwsza operacja to dokładne odtłuszczenie i aktywacja powierzchni, a następnie fosforanowanie całego karoserii. Warstwa drobnokrystalicznego fosforanu trójkationowego (cynk, mangan, nikiel) powstaje, gdy ciało jest całkowicie zanurzone. Zapewnia to obecność warstwy fosforanowej we wszystkich jamach i na dolnej części ciała.
Następnie następuje pasywacja bezchromowa i mycie w kąpielach z wodą demineralizowaną.
Ponadto podczas wielokrotnego zanurzania całego ciała w wyniku procesu elektrochemicznego (katoforeza) uwalnia się warstwa farby podkładowej, czyli na wszystkich powierzchniach iw zagłębieniach karoserii.
Naniesiony podkład ma wszędzie jednolitą grubość, na powierzchni od 17 do 25 mikronów, w zagłębieniach nie mniej niż 12 mikronów. Warstwa ta zapewnia po pierwsze doskonałe przyleganie kolejnej warstwy, a po drugie doskonałą ochronę przed korozją.
Następna operacja to bezodpadowe mycie ultrafiltratem sporządzonym z podkładu. Kąpiel ta krąży między przestrzenią płukania a kąpielą, w której następuje uwolnienie farby katoforetycznej na karoserię, czyli przepływ w przeciwnym kierunku. Następnie ciało porusza się wzdłuż linii, gdzie przechylając je w kierunku wzdłużnym i przedmuchując sprężonym powietrzem, pozbywają się nadmiaru płynu z kąpieli.
Na koniec powstałą błonę utwardza się przez 30 minut w temperaturze ciała 180°C. W tym miejscu odbywa się struktura (polimeryzacja) żywice zawarte i powlekane. Izolowany katoforetycznie lakier podkładowy jest nośnikiem zabezpieczenia antykorozyjnego i pozwala, jako jeden z czynników, udzielić dziesięcioletniej gwarancji na odporność antykorozyjną karoserii. W dalszej części linii roboczej na każdą karoserię nakładany jest uszczelniacz bezrozpuszczalnikowy (plastizol na bazie plastyfikowanego PVC). W spoinach i szczelinach nanosi się go w postaci wałków, na spody podłóg i okładziny błotników metodą natrysku. Krawędzie drzwi i maski są dodatkowo uszczelnione plastizolem na przenośniku. Plastizol charakteryzuje się doskonałą przyczepnością, wysoką odpornością na roztwory soli oraz uszkodzenia mechaniczne spowodowane działaniem ścierniwa. Cechuje się również dużą wytrzymałością. Po nałożeniu plastizolu karoseria poddawana jest wstępnemu żelowaniu, czyli procesowi fizykochemicznej restrukturyzacji powłoki. Występuje w temperaturze 120°C przez 15 minut.
Zakończenie procesu żelatynizacji następuje wówczas równocześnie z suszeniem (ostrzał) symbol zastępczy Stosowany jest w kolejnej fazie procesu. Oczywiście przed jego nałożeniem ręcznie szlifowane są przypadkowe defekty na powierzchni karoserii, które mogłyby powstać, gdy podkład został wyizolowany metodą katoforezy.
Wypełniacz rozpuszczalny w wodzie stanowi drugą warstwę powłoki i nakłada się go w trzech fazach. Pierwszym z nich jest natryskiwanie powierzchni, wytwarzane przez automaty w obracających się dzwonach w polu elektrostatycznym (ESTA). Co ciekawe, prędkość obrotowa dzwonu wynosi od 20 000 do 40 000 obr./min. Zapewnia to równomierne nakładanie lakieru i minimalne straty, ponieważ naładowane cząsteczki lakieru są przyciągane do karoserii w polu elektrostatycznym i dlatego nie są rozpylane w otaczającej przestrzeni.
W drugim etapie powierzchnia między drzwiami a wnętrzem kabiny jest natryskiwana ręcznie. W trzeciej fazie natryskiwanie odbywa się ponownie automatycznie w polu elektrostatycznym. Zastosowany podkład ma cztery odcienie farby dopasowane do farby, która będzie używana jako warstwa nawierzchniowa. Kruszywo wypala się w temperaturze 165±5°C przez 20 minut. Następnie kruszywo jest polerowane w procesie suchym lub mokrym. Po oczyszczeniu karoserii nakłada się trzecią warstwę powłoki metodą natryskową lub na bazie pigmentu UNT (te. pigment bez efektu metalizacji), lub z metalizacją. Oba w pożądanym odcieniu farby. Lakiernia fabryki samochodów ŠKODA jest w stanie wyprodukować 14 odcieni lakierów. Warstwa pigmentu jest ponownie natryskiwana na zewnętrzną powierzchnię za pomocą urządzeń ESTA i ręcznie między drzwiami i wewnątrz kabiny. Po operacji suszenia pośredniego (usuwanie wody z tej warstwy) w temperaturze 70°C nakładana jest ostatnia, czwarta warstwa powłoki, która jest bezbarwnym lakierem nie zawierającym rozpuszczalnika, nadającym finalny efekt - połysk. Ostatnia warstwa powłoki jest wypalana przez dwadzieścia minut w temperaturze 140°C. Cały proces malowania odbywa się w sposób ciągły, w większości automatyczny.
Opis procesu technologicznego nakładania powłok byłby niepełny, gdyby nie wspomnieć o linii, na której przeprowadzana jest konserwacja jam ciała woskiem rozpuszczalnym w wodzie. Ta operacja jest o tyle ciekawa, że w różnych częściach ciała znajdują się otwory do wprowadzenia dysz, które rozpylają wosk osobno w różnych kierunkach. Po włożeniu dysz wosk w zagłębienia jest wtryskiwany pod wysokim ciśnieniem za pomocą specjalnego sprzętu. Natrysk odbywa się w sposób bezpowietrzny.
System kontroli objętości wosku polega na tym, że zaprogramowana ilość wosku jest wtryskiwana do ubytku pod ciśnieniem od 10 do 15 MPa, co zapewnia pokrycie powierzchni wewnętrznych warstwą o grubości od 25 do 40 mikronów. Wosk ma dobrą zdolność penetracji i dociera nawet do porów kapilarnych w ubytkach, co chroni te części przed uszkodzeniami korozyjnymi.
W późniejszym terminie gotowy pojazd może zostać spryskany środkiem konserwującym komorę silnika lub nawet całą powierzchnię karoserii zgodnie z życzeniem klienta, a tym samym zgodnie ze specyfikacją wyposażenia. Opryski konserwujące służą do ochrony podczas transportu lub przechowywania.
Z powyższego widać, że producent samochodów Skoda bardzo starannie zabezpiecza karoserie przed korozją. Wiadomo jednak, że powłoka, która musi być odporna na działanie warunków atmosferycznych i może zostać przypadkowo uszkodzona podczas jazdy, np. przez latające kamienie itp., wymaga czasem nie tylko pielęgnacji za pomocą kosmetyków samochodowych, ale także starannej kontroli, natomiast w przypadku uszkodzeń warstw lakierniczych - późniejsza fachowa naprawa. Naprawy powłok muszą być zawsze przeprowadzane przez serwis Škody i nie należy zezwalać na amatorską działalność w tym zakresie.