
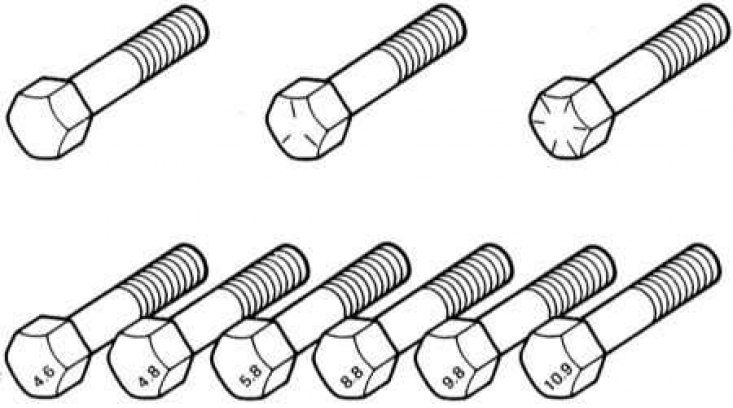
Oznaczenie klasy śruby (góra - standard / SAE / USS, dół - metryka)
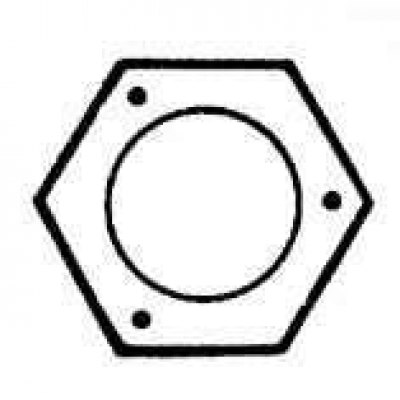
Oznaczenie klasy wytrzymałości dla standardowych nakrętek sześciokątnych
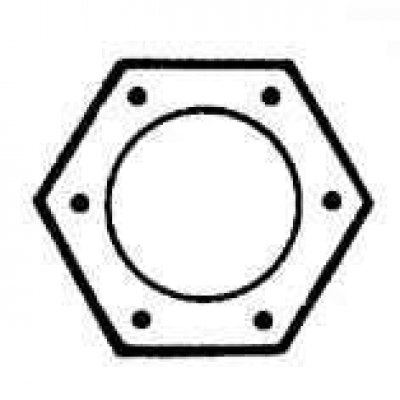
Oznaczenie klasy właściwości dla metrycznych nakrętek sześciokątnych
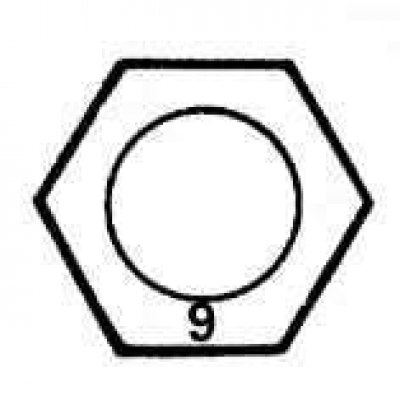
Oznaczenie klasy wytrzymałości dla kołków metrycznych
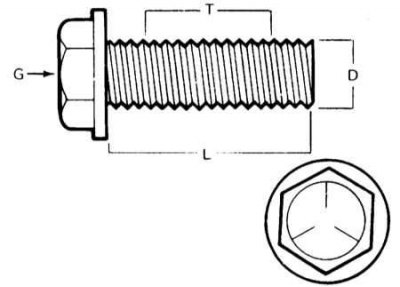
Wymiary/oznaczenie normy klasy wytrzymałości (SAE i USS) śruby: G - oznaczenie klasy wytrzymałości; L - długość (w calach); T - skok gwintu (liczba zwojów na cal); D - średnica nominalna (w calach)
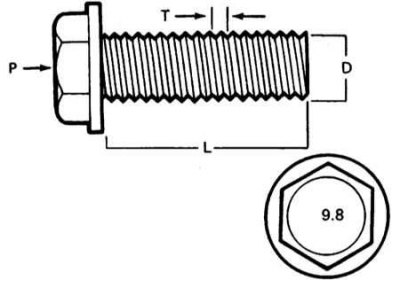
Wymiary/oznaczenie klasy własności śrub metrycznych: Pm - klasa wytrzymałości; L - długość (w mm); T - skok gwintu (odległość między sąsiednimi zwojami w mm); D - średnica nominalna (w mm)
Technologia usług
Istnieje kilka metod przeprowadzania czynności konserwacyjnych i naprawczych pojazdów, do których czytelnik znajdzie odniesienia w tekście niniejszej Instrukcji. Przestrzeganie ich sprawi, że praca mechanika-amatora będzie wydajniejsza, pozwoli na najlepszą organizację i wysoką jakość wykonania różnych procedur technicznych oraz będzie kluczem do dokładnego i kompletnego wykonania wszystkich niezbędnych prac.
Elementy złączne
Elementy złączne to nakrętki, śruby, kołki i wkręty, które służą do łączenia ze sobą dwóch lub więcej części. Podczas pracy z elementami złącznymi należy pamiętać o kilku rzeczach. W prawie każdym gwintowanym łączniku stosuje się jeden lub inny rodzaj urządzeń blokujących i blokujących. Mogą to być podkładki zabezpieczające, nakrętki zabezpieczające, płytki zabezpieczające lub środek do zabezpieczania gwintów. Wszystkie stosowane elementy złączne muszą być absolutnie czyste i proste, z nienaruszonymi gwintami i niezaokrąglonymi narożnikami łbów sześciokątnych, na które zakładany jest klucz. Regułą powinna być bezwzględna wymiana uszkodzonych nakrętek i śrub na nowe. Specjalne nakrętki samozabezpieczające z wkładkami nylonowymi lub włóknistymi nie mogą być ponownie użyte, ponieważ po zwolnieniu tracą swoje właściwości zabezpieczające i muszą być zawsze wymieniane podczas montażu.
"uzależniony" elementy złączne w celu ułatwienia odkręcania i uniknięcia uszkodzeń przed oddaniem należy zabezpieczyć specjalną pastą penetrującą. Wielu mechaników woli używać do tego celu terpentyny, którą wygodnie aplikuje się ze specjalnego małego kanistra z długą wylewką. Po zwilżeniu elementów złącznych środkiem penetrującym, należy pozwolić, aby środek dokładnie wchłonął utlenioną warstwę kontaktową przez kilka minut. Mocno zardzewiałe elementy złączne można ściąć dłutem, wyciąć piłą do metalu lub usunąć za pomocą specjalnego klucza.
Podczas odcinania łba śruby lub wyłamywania kołka w zespole, pozostałą część gwintowanej części można wywiercić lub usunąć za pomocą specjalnego ściągacza. Większość warsztatów blacharsko-lakierniczych może się tego podjąć, jak również innych (np. naprawa zerwanych gwintów w gwintowanych otworach), procedury naprawy.
Podczas ponownego montażu płaskie podkładki i podkładki zabezpieczające należy zawsze zakładać na swoje pierwotne pozycje. Zawsze wymieniaj uszkodzone podkładki na nowe. Pomiędzy podkładką zabezpieczającą a miękką metalową powierzchnią (np. aluminium), cienkiej blachy lub tworzywa sztucznego, zawsze należy zakładać podkładki płaskie.
Wymiary elementu mocującego
Z wielu powodów producenci samochodów coraz częściej stosują metryczne elementy złączne. Jednak ważne jest, aby znać różnicę między czasami używanym standardem (zwany także standardem amerykańskim lub SAE) i bardziej uniwersalne w systemie miar z metrycznymi zapięciami, ponieważ pomimo zewnętrznego podobieństwa nie są one wymienne.
Wszystkie śruby, zarówno standardowe, jak i metryczne, są klasyfikowane według średnicy, skoku gwintu i długości. Na przykład standardowa śruba 1/2-13x1 ma pół cala średnicy, 13 zwojów na cal i 1 cal długości. Śruba metryczna M12-1,75x25 ma średnicę 12 mm, skok gwintu (odległość między sąsiednimi zakrętami) 1,75 mm i 25 mm długości. Obie śruby są zewnętrznie prawie identyczne, ale nie są wymienne.
Oprócz wymienionych cech, zarówno śruby metryczne, jak i standardowe można zidentyfikować, patrząc na łeb. Zacznijmy od tego, że odległość między powierzchniami łba śruby metrycznej jest mierzona w mm, podczas gdy w przypadku śruby standardowej jest to cale (to samo dotyczy orzechów). W konsekwencji standardowy klucz nie nadaje się do stosowania z metrycznymi elementami złącznymi i odwrotnie. Ponadto łby większości standardowych śrub mają zwykle promieniowe nacięcia, które określają maksymalny dopuszczalny moment dokręcania śruby (stopień siły). Im więcej wycięć, tym większa dopuszczalna siła (w pojazdach zwykle stosuje się śruby o klasie wytrzymałości od 0 do 5). Klasa wytrzymałości śrub metrycznych jest określana za pomocą kodu numerycznego. Numery kodowe są zwykle odlewane, podobnie jak w przypadku standardowych elementów złącznych, na łbie śruby (w pojazdach zwykle stosuje się śruby o klasach wytrzymałości 8.8, 9.8 i 10.9).
Ponadto, zgodnie ze znakami klasy wytrzymałości, standardowe nakrętki można odróżnić od metrycznych. Do określenia klasy wytrzymałości nakrętek standardowych stosuje się znaki kropkowe, wybite na jednej z powierzchni końcowych nakrętki, natomiast nakrętki metryczne oznacza się ponownie kodem cyfrowym. Im większa liczba punktów, czyli im większa wartość kodu cyfrowego, tym większy dopuszczalny moment dokręcania nakrętki.
Końce kołków metrycznych są również oznaczone zgodnie z ich klasą wytrzymałości. Duże ćwieki nanoszone są cyfrowym kodem, mniejsze ćwieki oznaczane są w formie geometrycznych kształtów.
Należy zauważyć, że znaczna część elementów złącznych, zwłaszcza klasa wytrzymałości od 0 do 2, nie jest w ogóle oznaczona. W takim przypadku jedynym sposobem na odróżnienie standardowego łącznika od metrycznego jest zmierzenie skoku gwintu lub porównanie gwintu z jednoznacznie zidentyfikowanym.
Standardowe elementy złączne są również często określane jako elementy złączne SAE, w przeciwieństwie do elementów złącznych metrycznych, jednak należy pamiętać, że tylko małe elementy złączne podlegają klasyfikacji SAE. Duże elementy złączne z gwintami niemetrycznymi to elementy złączne zgodne ze standardem amerykańskim (USS).
Ponieważ elementy złączne o tym samym rozmiarze geometrycznym (zarówno standardowe, jak i metryczne) mogą mieć różne klasy wytrzymałości, przy wymianie śrub, nakrętek i szpilek w samochodzie należy zwrócić uwagę na zgodność klasy wytrzymałości montowanego nowego łącznika z klasą wytrzymałości starego.
Procedura i procedura dokręcania połączeń gwintowanych
Dokręcanie większości połączeń gwintowych powinno odbywać się z siłami określonymi w Specyfikacjach podanych na początku każdego rozdziału niniejszej Instrukcji (siła dokręcania elementu złącznego jest rozumiana jako moment obrotowy przyłożony do niego podczas dokręcania). Zbyt mocne dokręcenie łącznika może złamać integralność łącznika, natomiast niedokręcenie prowadzi do niepewnego połączenia współpracujących elementów. Śruby, wkręty i kołki gwintowane w zależności od materiału z jakiego są wykonane oraz średnicy części gwintowanej mają zwykle ściśle określone dopuszczalne siły dokręcania, z których wiele jak już wspomniano powyżej jest podanych w Specyfikacjach na początku każdego Rozdział. Należy ściśle przestrzegać podanych zaleceń dotyczących siły dokręcania elementów złącznych stosowanych w pojeździe. Do dokręcania elementów złącznych niewymienionych w Specyfikacjach należy użyć poniższego wykresu momentu obrotowego. Wartości podane w tabeli bazują na elementach złącznych klasy wytrzymałości 2 i 3 (Wyższej klasy elementy złączne pozwalają na większe dokręcenie), ponadto należy rozumieć, że zaostrzenie na sucho (z niesmarowanym gwintem) łączniki wkręcane w stal lub odlew (nie aluminium) Szczegół.
Rozmiary gwintów metrycznych
| M-6 | 9 -12 Nm |
| M-8 | 19 - 28 Nm |
| M-10 | 38 - 54 Nm |
| M-12 | 68 - 96 Nm |
| M-14 | 109 - 154 Nm |
Rozmiary gwintów rurowych
| 1/8 | 7 -10 Nm |
| 1/4 | 17 - 24 Nm |
| 3/8 | 30 - 44 Nm |
| 1/2 | 34 - 47 Nm |
Amerykańskie standardowe rozmiary gwintów
| 1/4 - 20 | 9 -12 Nm |
| 5/16 - 18 | 17 - 24 Nm |
| 5/16 - 24 | 19 - 27 Nm |
| 3/8 - 16 | 30 - 43 Nm |
| 3/8 - 24 | 37 - 51 Nm |
| 7/16 - 24 | 55 - 74 Nm |
| 7/16 - 20 | 55 - 81 Nm |
| 1/2 - 13 | 75 - 108 Nm |
Elementy złączne rozmieszczone na obwodzie dowolnej części (takie jak śruby głowicy cylindrów, miska olejowa i różne pokrywy) aby uniknąć deformacji części, należy ją podawać i dokręcać w ściśle określonej kolejności. Procedura dokręcania i wycofywania takich elementów złącznych jest opisana w odpowiednich rozdziałach Przewodnika. O ile nie określono specjalnego zamówienia, należy postępować zgodnie z poniższymi instrukcjami, aby uniknąć zniekształcenia elementu. W pierwszym etapie wszystkie śruby lub nakrętki muszą być dokręcone palcami. Ponadto każdy z nich po kolei musi być dokręcony na kolejny pełny obrót, a przejście z jednej śruby / nakrętki na drugą musi odbywać się po przekątnej (w kratke). Następnie, wracając do pierwszej śruby/nakrętki, należy powtórzyć procedurę w tej samej kolejności, dokręcając elementy złączne o kolejne pół obrotu. Kontynuuj procedurę, dokręcając każdą śrubę/nakrętkę, tym razem już o ćwierć obrotu za jednym razem, aż wszystkie zostaną dokręcone wymaganym momentem obrotowym. Odpinając elementy złączne postępuj w podobny sposób, ale w odwrotnej kolejności.
Demontaż podzespołów
Demontaż wszystkich elementów należy przeprowadzić w taki sposób, aby podczas instalacji każda część mogła zostać zamontowana na swoim pierwotnym miejscu i we właściwy sposób. Zapamiętaj charakterystyczne cechy zewnętrzne zespołu, jeśli to konieczne, wykonaj oznaczenie lądowania części, które można zainstalować na miejscu w niejednoznaczny sposób (np. rowkowana podkładka oporowa na wale). Dobrym pomysłem jest umieszczenie usuniętych części na czystej powierzchni roboczej w kolejności, w jakiej zostały usunięte. Przydatne będzie również sporządzenie prostych szkiców schematycznych lub wykonanie zdjęć elementu do demontażu krok po kroku.
Podając elementy złączne, staraj się zaznaczyć ich pierwotną pozycję na zespole. Często ponowne zamontowanie elementów złącznych i podkładek natychmiast po wyjęciu odpowiedniej części pozwoli uniknąć nieporozumień podczas montażu. Jeśli nie jest to możliwe, wszystkie elementy złączne należy umieścić w specjalnie przygotowanym do tego celu pudełku, podzielonym na sekcje i odpowiednio oznakowanym lub po prostu w osobnych, oznakowanych pudełkach. Ten sposób postępowania jest szczególnie przydatny w przypadku elementów składających się z wielu małych części, takich jak gaźnik, alternator, układ rozrządu, tablica przyrządów lub elementy ozdobne.
Podczas odłączania styków i złączy elektrycznych należy zwrócić uwagę na oznaczenie przewodów lub wiązek taśmą samoprzylepną z naniesionym kodem cyfrowym lub literowym.
Powierzchnie uszczelniające
We wszystkich pojazdach uszczelki służą do uszczelniania połączeń współpracujących powierzchni dwóch lub więcej części i służą do zapobiegania wyciekom olejów i płynów oraz utrzymywania wysokiego ciśnienia lub podciśnienia wewnątrz zespołu.
Często takie uszczelki są powlekane płynną lub pastą uszczelniającą przed montażem (szpachlówka). Często pod wpływem czasu, temperatur czy ciśnienia takie silne "klejący" współpracujące ze sobą powierzchnie sprawiają, że oddzielenie części staje się trudnym zadaniem. W wielu przypadkach pomyślne rozczłonkowanie takich węzłów jest wspomagane przez stukanie elementów od zewnątrz wzdłuż obwodu złącza młotkiem o miękkim ostrzu. Możesz również użyć do tego celu zwykłego młotka, przebijając drewnianą lub plastikową przekładkę. Obudów odlewanych i delikatnych elementów nie należy stukać. W przypadku wystąpienia tego typu problemu należy zawsze najpierw sprawdzić, czy wszystkie elementy mocujące zostały usunięte.
Unikaj podważania części śrubokrętem lub łomem włożonym w obszar złącza, ponieważ powierzchnie uszczelniające mogą łatwo ulec uszkodzeniu, co dodatkowo doprowadzi do powstania nieszczelności. Jeśli szarpie "zablokowany" elementów montażowych nie da się ominąć, użyj do tego długopisu ze starej kalkulacji, ale pamiętaj, że powstałe wióry trzeba jednak ostrożnie usunąć zarówno z powierzchni współpracujących, jak i z wnętrza złożenia.
Po rozdzieleniu części należy dokładnie oczyścić ich powierzchnie styku zeskrobując ślady starego materiału uszczelki. Utwardzone fragmenty można wstępnie zmiękczyć konwerterem rdzy lub specjalną kompozycją chemiczną, a następnie usunąć z powierzchni współpracującej za pomocą skrobaka. W takim przypadku jako skrobak można użyć kawałka miedzianej rurki ze spłaszczonym i spiczastym końcem. Zaleca się stosowanie do tego celu rur miedzianych, ponieważ miedź jest zwykle bardziej miękka niż materiały stosowane w samochodach, co zmniejsza ryzyko uszkodzenia powierzchni współpracującej. Niektóre pozostałości uszczelek można łatwo usunąć za pomocą miedzianej szczotki, jednak niezależnie od zastosowanej metody, współpracujące powierzchnie muszą być całkowicie czyste i suche. Jeśli z jakiegokolwiek powodu powierzchnia współpracująca jest uszkodzona, przed montażem elementów należy wypełnić ubytki uszczelniaczem do uszczelek. W większości przypadków należy użyć nieutwardzającego (lub częściowo zamrożone) szpachlówka.
Wskazówki dotyczące usuwania węża
Uwaga! Jeśli Twój samochód jest wyposażony w układ klimatyzacji, nigdy nie odłączaj żadnych przewodów od elementów układu, dopóki ścieżka nie zostanie odpowietrzona przez autoryzowaną stację obsługi Skoda lub specjalistę od klimatyzacji.
Środki ostrożności, jakie należy zachować podczas zdejmowania węży, są bardzo podobne do tych, które należy zachować przy usuwaniu uszczelek. Należy unikać uszkodzeń powierzchni armatury i rur, po które naciągane są końce węży, gdyż może to spowodować powstanie nieszczelności. W szczególności to ostatnie dotyczy procedury demontażu węży chłodnicy. Ze względu na różne reakcje chemiczne zachodzące w przewodzie układu chłodzenia często występuje "klejący" węży gumowych do powierzchni współpracujących kształtek i rur odgałęźnych. Aby zdjąć wąż, najpierw poluzuj zacisk mocujący go do złączki. Następnie chwycić szczypcami wąż w pobliżu zacisku i zacząć obracać go na złączce / rurze łączącej od prawej do lewej. Kontynuuj procedurę, aż wąż będzie całkowicie wolny, a następnie odłącz wąż od złączki. Niewielka ilość silikonu lub innego smaru wprowadzona w szczelinę pomiędzy złączką a wężem ułatwi pracę. Przed zamontowaniem węża należy nasmarować wewnętrzną powierzchnię przylegającą do końcówki oraz zewnętrzną powierzchnię końcówki roztworem wody z mydłem lub niewielką ilością smaru silikonowego.
W ostateczności lub w przypadku bezwzględnej konieczności wymiany węża na nowy, końcówkę węża założoną na kształtkę można odciąć nożem, a następnie oddzielić od powierzchni końcówki. Jednocześnie staraj się nie uszkodzić metalu kształtki / rury łączącej nożem.
Jeśli zacisk węża jest uszkodzony, wymień go na nowy. Opaski skręcane zwykle poluzowują się z czasem, więc niezależnie od stanu, najlepiej od czasu do czasu zastąpić je zaciskami śrubowymi.