
Слојеви заштите од корозије
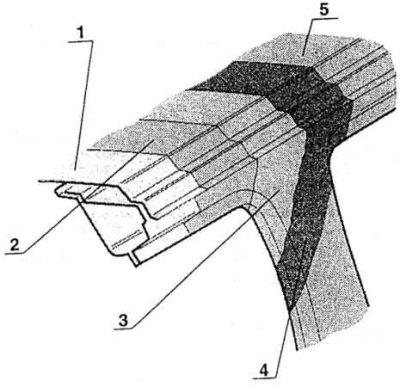
1 - лист; 2 – трикациони фосфат; 3 - катофоретски прајмер; 4 - пунило; 5 - покривни лак који се састоји од пигментног слоја и горњег безбојног лака
За добро одржавање антикорозивног премаза аутомобила, морате знати које материјале и технологију је произвођач користио за наношење премаза. На почетку треба нагласити да се у фабрици аутомобила ШКОДА - АО тренутно користи технологија четворослојног премаза (три слоја формирају материјали растворљиви у води). Ова технологија је дизајнирана уз максимално поштовање животне средине – како у најширем смислу речи, тако и на радном месту произвођача аутомобила. Технолошка опрема је једна од најмодернијих у Европи.
Висока отпорност премаза на корозију је побољшана чињеницом да су штанцани лимови од којих је тело направљено углавном од поцинкованог лима. Сам премаз се наноси на већ полуобрађено тело, тј. на раму са уграђеним вратима, блатобранима и хаубом.
Да би премаз правилно пријањао на лимове каросерије, он је претходно припремљен на крају монтаже. Прва операција је темељно одмашћивање и активирање површине, након чега следи фосфатирање целог тела. Слој фино кристалног трикатионог фосфата (цинк, манган, никл) настаје када је тело потпуно потопљено. Ово обезбеђује присуство фосфатног слоја у свим шупљинама и на доњем делу тела.
Затим следи пасивизација без хрома и прање у купатилима са деминерализованом водом.
Даље током вишекратног потапања по целом телу услед електрохемијског процеса (катофореза) ослобађа се слој прајмера и то на свим површинама иу телесним шупљинама.
Нанети прајмер има свуда уједначену дебљину, на површини од 17 до 25 микрона, у шупљинама не мањим од 12 микрона. Овај слој обезбеђује, прво, савршено пријањање следећег слоја, а друго, одличну заштиту од корозије.
Следећа операција је прање без отпада ултрафилтратом направљеним од прајмера. Ова купка циркулише између простора за испирање и купке у којој се катофоретска боја ослобађа на тело, односно струјање у супротном смеру. Затим се тело креће дуж линије, где се нагињањем у уздужном правцу и дувањем компримованим ваздухом ослобађају течног вишка купке.
На крају, добијени филм се осуши 30 минута на телесној температури од 180°Ц. Овде се одвија структурирање (полимеризација) садржане смоле и обложене. Катофоретски изолована прајмер боја је носилац антикорозивне заштите и омогућава, као један од фактора, десетогодишњу гаранцију на антикорозивну отпорност каросерије. У следећем делу радне линије, на свако тело се наноси заптивач без растварача (пластисол на бази пластифицираног ПВЦ-а). У фугама и празнинама наноси се у облику ваљака, на подове и облоге блатобрана прскањем. Ивице врата и хаубе су додатно заптивене пластисолом на транспортеру. Пластисол има одличну адхезију, високу отпорност на растворе соли и механичка оштећења абразивом. Такође има велику издржљивост. Након наношења пластисола, тело се подвргава преџелатинизацији, што је физичко-хемијски процес реструктурирања премаза. То се дешава на температури од 120°Ц током 15 минута.
Завршетак процеса желатинизације се затим изводи истовремено са сушењем (пуцање) чувар места. Примењује се у следећој фази процеса. Пре наношења, наравно, ручно се брусе насумични дефекти на површинским деловима каросерије, који би могли настати када је прајмер изолован катофорезом.
Пунило растворљиво у води је други слој премаза и наноси се у три фазе. Први је прскање површине, произведено аутоматима у ротирајућим звонима у електростатичком пољу (ESTA). Занимљиво је да је брзина ротације звона од 20.000 до 40.000 обртаја у минути. Ово обезбеђује равномерно наношење боје и минималан губитак, пошто се наелектрисане честице боје привлаче на каросерију у електростатичком пољу и стога се не распршују у околни простор.
У другој фази, површина између врата и унутрашњости кабине се прскају ручно. У трећој фази, прскање се поново одвија аутоматски у електростатичком пољу. Коришћено пунило има четири нијансе боје које одговарају боји која ће се користити као завршни премаз. Агрегат се пече на температури од 165±5°Ц 20 минута. Након тога, агрегат се полира или сувим или мокрим процесом. Након чишћења каросерије, наноси се трећи слој премаза прскањем, или на бази УНТ пигмента (оне. пигмент без ефекта метализације), или са метализацијом. Оба у жељеној нијанси боје. Лакирница фабрике аутомобила ШКОДА је у стању да произведе 14 нијанси боја. Пигментни слој се поново распршује на спољашњу површину помоћу ЕСТА опреме и ручно између врата и унутар кабине. После средње операције сушења (уклањање воде из овог слоја) на температури од 70°Ц наноси се последњи, четврти слој премаза, који је безбојни лак који не садржи растварач, дајући коначни ефекат – сјај. Последњи слој премаза се пече двадесет минута на температури од 140°Ц. Цео процес фарбања одвија се континуирано, углавном аутоматски.
Опис технолошког процеса наношења премаза био би непотпун ако не поменемо линију на којој се врши очување телесних шупљина воском растворљивим у води. Ова операција је занимљива јер на различитим деловима тела постоје рупе за убацивање млазница које одвојено прскају восак у различитим правцима. Након уметања млазница, восак у шупљинама се убризгава под високим притиском специјалном опремом. Прскање се врши на безваздушни начин.
Систем контроле запремине воска се састоји у томе да се унапред програмирана количина воска убризгава у шупљину под притиском од 10 до 15 МПа, чиме се обезбеђује да унутрашње површине буду премазане слојем од 25 до 40 микрона. Восак има добру продорну способност и чак допире до капиларних пора у шупљинама, што штити ове делове од оштећења корозије.
Касније, готово возило се може прскати конзервансом по моторном простору или чак по целој површини каросерије према жељи купца, а самим тим и према спецификацији опреме. За заштиту током транспорта или складиштења користи се прскање са конзервансом.
Из наведеног се види да произвођач аутомобила Шкода заиста пажљиво штити каросерије од корозије. Међутим, јасно је да премаз, који мора да одоли временским утицајима и може се случајно оштетити током вожње, на пример, од летећег камења и сл., понекад захтева не само бригу о аутокозметици, већ и пажљиву контролу, али у случају оштећења слојева боје - накнадна квалификована поправка. Поправке премаза увек мора да обавља Шкода сервис и никаква аматерска активност у овој области не би требало да буде дозвољена.