
Шари антикорозійного захисту
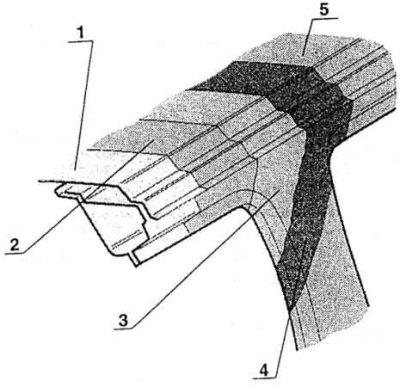
1 – лист; 2 – трикатіоновий фосфат; 3 – катофоретична ґрунтовка; 4 – заповнювач; 5 – покривний лак, що складається з пігментного шару і верхнього безбарвного лаку.
Для хорошого обслуговування антикорозійного покриття автомобіля треба знати, які матеріали та технологію застосував виробник для нанесення покриття. Спочатку необхідно підкреслити, що "ШКОДА - АТ автомобільний завод" використовує в даний час технологію чотиришарового покриття (три шари утворені водорозчинними матеріалами). Ця технологія вирішена з максимальною запобіжністю до довкілля – як у найширшому значенні слова, так і на робочому місці у виробника автомобіля. Технологічне обладнання – одне з найсучасніших у Європі.
Висока корозійна стійкість покриття посилюється тим, що листові штампування, з яких виготовлений кузов, зроблені з оцинкованого листа. Саме покриття наноситься вже напівготовий кузов, тобто. на каркас із встановленими дверима, крилами та капотом.
Щоб покриття добре прилипло до листів кузова, наприкінці зборки проводиться його підготовка. Першою операцією є ретельне знежирення та активація поверхні, після цього слідує фосфатування всього кузова. Шар дрібнокристалічного трикатіонового фосфату (цинк, марганець, нікель) утворюється при зануренні кузова цілком. Тим самим забезпечується наявність фосфатного шару у всіх порожнинах та на нижній частині кузова.
Потім слідує безхромова пасивація і промивання у ваннах з демінералізованою водою.
Далі при повторному зануренні на всьому кузові за рахунок електрохімічного процесу (катофорезу) виділяється шар ґрунтової фарби, а саме на всіх поверхнях та порожнинах кузова.
Нанесена ґрунтовка має всюди рівномірну товщину, на поверхні від 17 до 25 мкм, у порожнинах не менше 12 мкм. Зазначений шар забезпечує, по-перше, досконалу прилипання наступного шару, а по-друге, і відмінний захист від корозії.
Наступною операцією є безвідходне промивання ультрафільтратом, виготовленим із ґрунтувальної фарби. Ця ванна циркулює між промивним простором та ванною, в якій виділяється катофоретична фарба на кузові, а саме потоком зворотного напрямку. Потім кузов рухається по лінії, де, нахиляючи його в поздовжньому напрямку і обдуючи стисненим повітрям, позбавляються рідких надлишків ванни.
На закінчення плівка, що утворилася, отверждается протягом 30 хвилин при температурі кузова 180°С. При цьому відбувається структурування (полімеризація) смол, що містяться та покритті. Виділена катофоретично ґрунтувальна фарба є носієм протикорозійного захисту та дозволяє, як один із факторів, давати десятирічну гарантію на антикорозійну стійкість кузова. На наступній частині робочої лінії на кожен кузов наноситься герметизуюча речовина без розчинника (пластизолом на базі пластифікованого ПВХ). У з'єднаннях та зазорах воно наноситься у вигляді валиків, на низ підлоги та підкрилки набризкуванням. Краї дверей і капота ущільнюються пластизолом далі на конвеєрі. У пластизолу відмінна прилипання, високий опір розчинам солей та механічному пошкодженню абразивом. У нього й велика довговічність. Після нанесення пластизолу кузов піддається попередньому желатинуванню, що є фізико-хімічним процесом реструктуризації покриття. Відбувається при температурі 120°С протягом 15 хвилин.
Закінчення процесу желатинування здійснюється потім одночасно з висушуванням (випалом) заповнювача. Він наноситься на наступній фазі процесу. Перед його нанесенням звичайно вручну зашліфовують випадкові дефекти на поверхневих деталях кузова, які могли б виникнути при виділенні грунтовки катофорезом.
Водорозчинний заповнювач є другим шаром покриття та наноситься в три фази. Перша - оббризкування поверхні, що виробляється автоматами в дзвонах в електростатичному полі (ESTA). Цікаво, що швидкість обертання дзвону становить від 20000 до 40000 обертів на хвилину. Це забезпечує рівномірне нанесення фарби та мінімальний відхід, тому що в електростатичному полі заряджені частинки фарби притягуються до кузова, і, отже, не розпорошуються в навколишньому просторі.
На другому етапі вручну проводиться оббризкування поверхні між дверима і начинкою кабіни. У третій фазі оббризкування відбувається знову автоматично в електростатичному полі. Заповнювач, що використовується, має чотири відтінки фарби відповідно до тієї фарби, яка буде застосовуватися як верхній лак. Випалювання заповнювача відбувається при температурі 165±5°С протягом 20 хвилин. Надалі заповнювач дошліфовується або при сухому процесі, або при мокрому. Вже після очищення кузова наноситься обприскуванням третій шар покриття або на основі пігменту UNT (тобто пігмент без ефекту металізації), або з металізацією. Обидва в потрібному відтінку фарби. Лакофарбовий цех автомобільного заводу ШКОДА здатний випускати 14 відтінків фарб. Пігментний шар знову набризкується на зовнішню поверхню обладнанням ESTA і вручну в міждвері та всередині кабіни. Після операції проміжної сушіння (видалення води з цього шару) при температурі 70°С наноситься останній, четвертий шар покриття, яким є безбарвний лак, що не містить розчинник, що надає остаточного ефекту - блиску. Останній шар покриття обпалюється протягом 20 хвилин при температурі 140°С. Весь процес фарбування відбувається безперервно, переважно в автоматичному режимі.
Опис технологічного процесу нанесення покриттів був би неповним, якщо не згадати лінію, на якій здійснюється консервація порожнин кузова водорозчинним воском. Ця операція цікава тим, що у різних частинах кузова є отвори для вставки форсунок, що виробляють роздільне розпилення воску у різних напрямках. Після вставлення форсунок віск у порожнині випорскується під великим тиском спеціальним обладнанням. Обприскування проводиться безповітряним способом.
Система управління обсягом воску полягає в тому, що в порожнину при тиску від 10 до 15 МПа впорскується заздалегідь запрограмована кількість воску, що забезпечує покриття внутрішніх поверхонь шаром від 25 до 40 мкм. Віск має хорошу проникаючу здатність і досягає навіть капілярних пір у порожнинах, що оберігає ці частини від корозійного ураження.
Пізніше готовий автомобіль може бути за бажанням покупця і, відповідно, згідно специфікації обладнання піддається обприскування моторного відсіку, що консервує, або навіть поверхні всього кузова. Консервуючий обприскування служить для захисту при транспортуванні або зберіганні на складі.
З наведеного видно, що виробник автомобілів Шкода справді старанно захищає кузова від корозії. Однак ясно, що покриття, яке має чинити опір впливам погоди і може бути під час їзди випадково пошкоджене, наприклад, камінчиками, що відлітають, тощо, вимагає часом не тільки догляду за допомогою авто косметики, але і ретельного контролю, а у разі виявлення пошкодження. шарів фарби – наступного кваліфікованого ремонту. Ремонт покриттів повинен завжди здійснюватись службою сервісу Шкода, і жодної самодіяльності у цій галузі допускати не можна.