
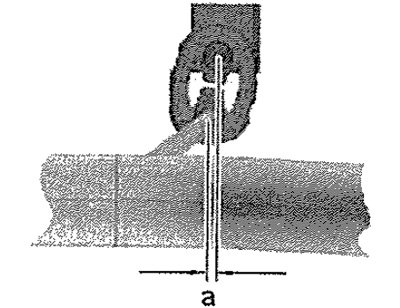
Віджати деталі системи випуску ОГ вперед так, щоб усунення підвісу випускної труби склало розмір -а = 5 мм.
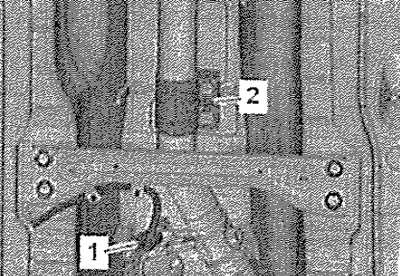
Встановлювати муфту з поворотом на кут. А/м із переднім приводом: кут -α- = близько 20°. А/м із приводом на всі колеса: кут -α- = близько 50 °. Різьбові з'єднання повинні бути праворуч. Гайки вгору. Поступово затягнути різьбові кріплення сполучної муфти моментом 30 Нм.