
Чистка
1. Зніміть з блоку всі навісні агрегати та компоненти, а також електричні датчики та вимикачі. Для повнооб'ємного чищення необхідно зняти також вичавлювальні пробки водяних галерей - просвердліть у пробках маленькі отвори, вверніть в них саморізи і, що схопили плоскогубцями за головки гвинтів, вийміть пробки з блоку.
2. Зітріть всі сліди матеріалу старої прокладки і герметика з поверхонь блоку, що сполучаються. Намагайтеся не пошкодити прокладочні/ущільнювальні поверхні.
3. Вийміть усі заглушки масляних галерей (де вони є). Заглушки посаджені дуже туго і, можливо, вимагатимуть висвердлювання з подальшим відновленням різьблення мітчиком. При складанні двигуна заміна заглушок проводиться обов'язково.
4. Якщо картер сильно забруднений, доведеться вдатися до парового чищення. Після повернення блоку з чищення необхідно знову прочистити маслоструми та галереї. Промийте всі внутрішні порожнини блоку теплою водою. Продовжуйте промивання, доки з отворів не почне витікати чиста вода. Ретельно просушіть блок, потім злегка змастіть маслом його поверхні, що сполучаються і дзеркала циліндрів, щоб уникнути розвитку корозії. Якщо доступ до джерела стисненого повітря, скористайтеся ним для прискорення процесу сушіння та продування отворів, каналів та галерей.
Увага! При використанні стисненого повітря надягайте захисні окуляри!
5. Якщо картер двигуна забруднений не надто сильно, достатньо промити його гарячою мильною водою із застосуванням жорсткої щітки. Не слід намагатися заощадити час на миття блоку – поставтеся до цієї процедури з усією відповідальністю. Незалежно від обраного методу чищення, в результаті її всі масляні отвори та канали повинні виявитися абсолютно чистими, а блок – ретельно висушеним. Щоб уникнути розвитку корозії, злегка змастіть дзеркала циліндрів маслом.
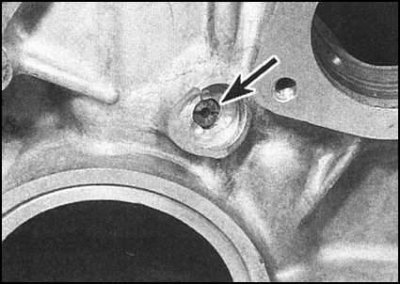
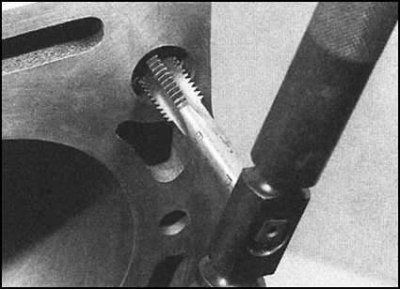
6. Всі кріпильні отвори в блоці необхідно "прогнати" відповідним за розміром мітчиком, ретельно видаливши з витків різьблення продукти корозії, старий герметик та інші відкладення. Крім того, така "прогін" допоможе відновити пошкоджені витки. По можливості, продуйте отвори стисненим повітрям, видаливши з них стружку та сміття.
Увага! З глухих отворів повинні бути повністю видалені всі сліди мастила та розчинника, щоб уникнути руйнування лиття блоку гідравлічним тиском при затягуванні болтів.
7. Змастіть відповідним герметиком нові заглушки масляних галерей і вверніть їх у отвори в блоці. Міцно затягніть заглушки.
8. Якщо не збираєтеся негайно приступати до збирання двигуна, загорніть блок у чистий поліетиленовий пакет. Не забудьте також подбати про захист поверхонь, що сполучаються, і дзеркал циліндрів від корозії.
Перевірка
1. Огляньте лиття блоку на наявність тріщин та слідів корозії. Перевірте, чи не зірвано різьблення в будь-яких кріпильних отворів. Якщо були підозри на внутрішні витоку охолоджуючої рідини, можливо, має сенс звернутися до фахівців автосервісу, попросивши їх виконати ретельну перевірку стану блоку із застосуванням спеціального обладнання. У разі потреби здійсніть відновлювальний ремонт або замініть блок.
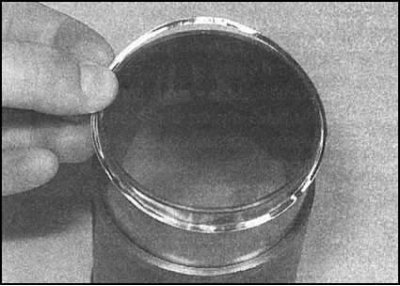
2. Вийміть гільзи циліндрів та перевірте їх дзеркала на наявність подряпин та задир. З метою витримування виробничих допусків випускаються гільзи трьох розмірних груп. Відповідне маркування нанесене стінці кожної з гільз.
3. Для більш точної оцінки ступеня зношування гільз необхідно виміряти їх діаметри в декількох точках. Введіть нутромір у гільзу першого циліндра і заміряйте її діаметр у трьох різних перерізах паралельно осі колінчастого валу. Один вимір проводиться у верхній частині гільзи, безпосередньо під краєм буртика ступінчастого зносу, другий - у центральній частині гільзи і третій - відразу над нижнім її зрізом. Вимірювання виробляються у двох площинах - паралельній та перпендикулярній осі колінчастого валу.
4. Порівняйте результати вимірювання з вимогами Специфікацій. Якщо будь-який із результатів виходить за межі допустимого діапазону, відповідна гільза підлягає заміні.
5. Для визначення зазору посадки поршнів у гільзах циліндрів необхідно відняти з діаметра гільзи діаметр поршня, виміряний по його спідниці (див. розділ Зняття, перевірка стану та встановлення шатунно-поршневих складання).
6. Альтернативно, заправте поршень у відповідну гільзу та за допомогою щупа лезового типу заміряйте величину люфта його посадки. Поршень повинен вводитися в гільзу в нормальне положення, а люфт вимірюється по одній із завзятих його поверхонь, безпосередньо над нижнім зрізом гільзи.
7. Якщо величина зазору перевищує обумовлене Специфікаціях допустиме значення, необхідно зробити заміну поршня. Якщо поршень клинить у нижній частині ходу, з поступовим послабленням посадки у міру просування його вгору, значить має місце конусність гільзи. Заклинювання лез щупа при зміщенні його по периметру поверхні поршня, що утворює, говорить про овальність гільзи.
8. Повторіть процедуру, оцінивши стан гільз кожного циліндра.
9. У разі виявлення ознак надмірного зношування або пошкоджень дзеркал, дефектні гільзи підлягають заміні.
10. Як змінні повинні встановлюватися гільзи, тільки тієї ж розмірної групи, що й вийшли з ладу. Те саме відноситься до поршні. При цьому розмір поршнів повинен відповідати групі розміру гільз. Відповідне маркування нанесено на стінки гільз та днища поршнів.
11. Якщо ступінь зношування дзеркал невисока, достатньо буде лише провести заміну поршневих кілець.
12. Дзеркала гільз при цьому підлягають хонінгуванню з метою забезпечення правильності посадки на них нових поршневих кілець.
13. Для виконання процедури хонінгування потрібен спеціальний інструмент (хон), що дозволяє нанести на поверхню дзеркала рівномірний штриховий візерунок у вигляді сітки. Таке рівномірне "загрублення" дзеркала забезпечує якість приробітку поршневих кілець і гарантує належну герметичність посадки поршнів у гільзах. Випускаються хони двох типів, обидва призначені для використання в комплекті з електродрилем. Хон типу "пляшковий йоржик" є жорсткою циліндричною щіткою з абразивними вставками в щетину. Більш поширений поверхневий хон обладнаний насадкою у вигляді точильних каменів, оснащених пружними ніжками. Укладачі даного Посібника рекомендують механікам-аматорам-початківцям скористатися хоном першого типу.
Примітка. За бажанням хонінгування завжди можна за цілком розумну плату доручити спеціалістам майстерні автосервісу.
14. Приготуйте хон одного з описаних вище типів, електродриль, достатню кількість чистої ганчірки, трохи хонінгувального масла та захисні окуляри.
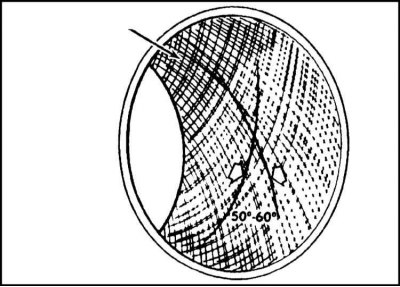
15. Затисніть хон у патрон електродрилі. Змочіть дзеркала циліндрів хонінговочним маслом і заправте хон в першу гільзу, попередньо стиснувши його пружні точильні камені (якщо використовується насадка другого типу). Увімкніть дриль і відразу ж починайте рухати насадку вгору-вниз по циліндру, домагаючись появи на дзеркалі циліндра рівномірного штрихового візерунка у вигляді сітки з ромбоподібним осередком, сторони якої перетинаються під кутом близько 60 °. Деякі виробники поршневих кілець наполягають на інших значеннях кутів перетину штрихів візерунка – ознайомтеся з інструкціями, що додаються до набору нових поршневих кілець.
Увага! Не забудьте одягнути захисні окуляри!
16. Не шкодуйте олії при хонінгуванні циліндрів. Не знімайте з дзеркала гільзи більше матеріалу, ніж це необхідно для досягнення необхідного результату. Не виймайте хон з гільзи до тих пір, поки його обертання остаточно не припиниться - весь цей час продовжуйте здійснювати зворотно-поступальні рухи дрилем. Після зупинки дрилі, продовжіть обертання патрона в попередньому напрямку вручну і вийміть насадку з циліндра.
17. Ретельно протріть дзеркало чистим ганчір'ям і переходьте до хонінгування гільзи наступного циліндра. Закінчивши процедуру, промийте блок циліндрів гарячою водою з милом, повністю видаливши всі сліди абразиву та хонінгувального масла. Чищення можна вважати закінченою, коли при проведенні по дзеркалах гільз змоченою в маслі білою ганчіркою на останній не залишається плями сірого кольору.
18. Для вилучення гільз переверніть блок циліндрів та покладіть його на дерев'яні блоки. Тепер гільзи можуть бути вибиті з циліндрів за допомогою вибивання, виготовленого з твердої деревини.
19. Після того, як будуть вивільнені всі гільзи, покладіть блок циліндрів на бік і витягніть гільзи вручну.
20. Зніміть з підстав гільз ущільнювальні шайби та виміряйте їх товщину. Випускаються шайби різних розмірів та шляхом їх підбору здійснюється коригування величини виступу гільз над поверхнею блоку. Підберіть змінні шайби для кожної гільзи.
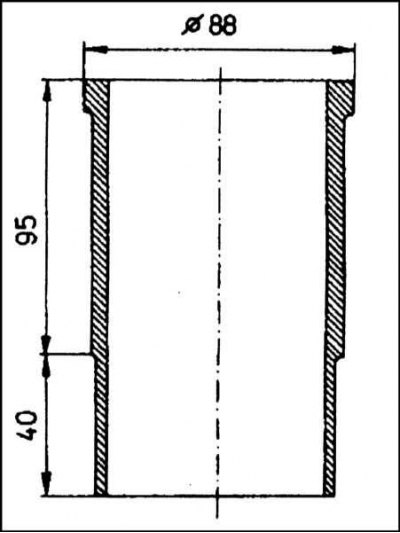
21. Основні геометричні характеристики гільз представлені ілюстраціях. Якщо гільзи перебувають у справному стані та підлягають подальшому використанню, позначте їх за допомогою скотчу на предмет приналежності до свого циліндра.
- а — позначення розмірного класу гільзи
- b — Місце вимірювання внутрішнього діаметра
 |  |
22. Перед установкою ретельно протріть сполучні поверхні гільз і боки, потім шляхом обробки дрібнозернистим наждачним папером видаліть всі задирки, задираки та шорсткості, здатні привести до виходу з ладу нових ущільнювальних шайб.
23. Ретельно протріть гільзи та встановіть на них нові ущільнювальні шайби необхідної товщини. Змастіть стінки гільз чистою руховою олією.
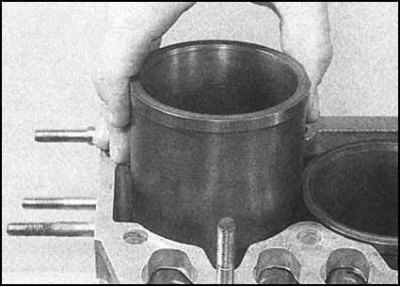
24. Під час встановлення старих гільз слідкуйте за правильністю суміщення нанесених у процесі демонтажу посадочних міток. Постарайтеся не допустити випадання ущільнювальних шайб у процесі посадки гільз у циліндри. На першому етапі гільзи слід проштовхнути у циліндри вручну до упору. Далі гільзи застукуються молотком через дерев'яний блок до упору в посадкові плічка.
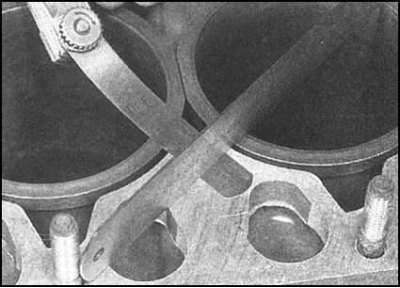
25. Встановивши всі чотири гільзи, виміряйте величину їх виступу над площиною блоку – скористайтеся сталевою лінійкою та щупом лезового типу. Порівняйте результати вимірювань із вимогами Специфікацій.
26. У разі потреби вийміть неправильно посаджену гільзу та замініть ущільнювальну шайбу. Випускаються шайби завтовшки 0.10, 0.12 та 0.14 мм.
27. Замінивши шайбу, встановіть гільзу та знову перевірте величину її виступу.
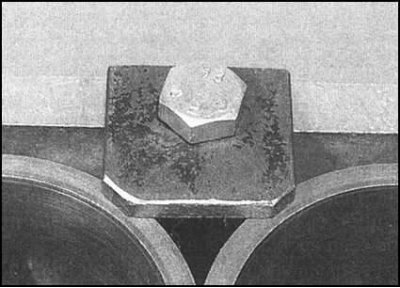
28. Закінчивши коригування посадки гільз, тимчасово зафіксуйте їх у циліндрах спеціальними прямокутними шайбами.
Двигуни 1.6 л та дизельні
1. Візуально перевірте лиття блоку на наявність тріщин та слідів корозії. Перевірте, чи не зірвано різьблення в будь-яких кріпильних отворів. Якщо були підозри на внутрішні витоку охолоджуючої рідини, можливо, має сенс звернутися до фахівців автосервісу, попросивши їх виконати ретельну перевірку стану блоку із застосуванням спеціального обладнання. У разі потреби здійсніть відновлювальний ремонт або замініть блок.
2. Перевірте дзеркала циліндрів на наявність подряпин та задир. При виявленні таких дефектів слід перевірити стан відповідних поршнів (див. Розділ Зняття, перевірка стану та встановлення шатунно-поршневих збірок). Дефекти, що знаходяться в початковій стадії розвитку, можуть бути усунені на даному етапі шляхом проточки блоку в умовах майстерні автосервісу.
3. Для більш точної оцінки ступеня зношування циліндрів необхідно зробити вимір їх діаметрів у кількох точках. Введіть нутромір у перший циліндр і здійсніть вимірювання його діаметра в трьох різних перерізах паралельно осі колінчастого валу. Один вимір проводиться у верхній частині циліндра, безпосередньо під краєм буртика ступінчастого зносу, другий - у центральній частині циліндра і третій - на відстані близько 10 мм над нижнім його зрізом.
Примітка. Блок повинен бути встановлений на верстаті горизонтально.
4. Повторіть вимірювання, на цей раз у площинах, перпендикулярних до осі колінчастого валу. Запишіть результати всіх шести вимірювань та порівняйте їх з вимогами Специфікацій. Якщо різниця діаметрів будь-яких двох циліндрів виходить за межі допустимого діапазону, циліндри підлягають проточці з подальшою заміною поршнів на нові, відповідного ремонтного розміру. Єдиною альтернативою проточці циліндрів є повна заміна блоку у комплекті з поршнями.
5. Скориставшись записами результатів вимірювань діаметрів поршнів (див. розділ Зняття, перевірка стану та встановлення шатунно-поршневих збірок), обчисліть зазори посадки поршнів у циліндрах шляхом віднімання цих діаметрів з діаметрів циліндрів. Оскільки вимоги до посадки поршнів на момент складання цього Посібника не обумовлені виробниками, зверніться за консультаціями до фахівців фірмового сервіс-центру компанії Skoda.
6. Укладіть блок на верстат, картером вниз і за допомогою сталевої лінійки і щупа лезового типу перевірте площинність його поверхні, що сполучаються. Якщо результати перевірки перевищують обумовлене в Специфікаціях допустиме значення, блок може бути проточний (тільки для бензинових двигунів) або замінений. На дизельних двигунах виконання проточки блоку неможливо.
7. Перед складання двигуна слід провести хонінгування циліндрів.
8. Злегка змастіть дзеркала циліндрів чистою руховою олією, щоб уникнути розвитку корозії. До початку зборки загорніть блок у поліетиленовий пакет і приберіть його в безпечне місце.