
Głowica cylindra (przedni widok)
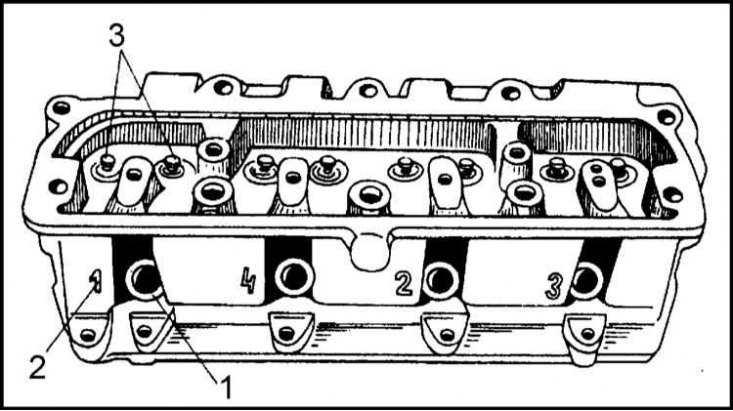
1 - Otwór na świecę; 2 - Etykieta do podłączenia przewodu świecy zapłonowej; 3 - Prowadnice zaworów
Głowica cylindra (widok z tyłu)
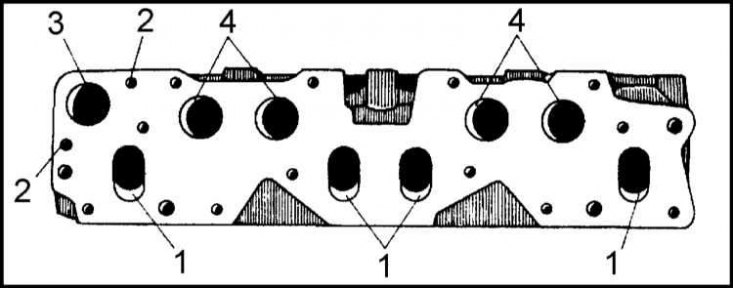
1 - Otwory zaworów wydechowych; 2 - otwory zaworów dolotowych; 3 - Wylot płynu chłodzącego; 4 - Otwory zaworów wlotowych
Głowica cylindra
Wygląd głowicy cylindrów pokazano na ilustracji.
Komory spalania znajdują się w głowicy cylindrów. Prowadnice zaworów są wciśnięte w aluminiowy odlew głowicy. Tuleje wykonane są z żeliwa z 0,5% dodatkiem fosforu.
Gniazda zaworów dolotowych i wydechowych są wciskane w ścianki komór spalania głowicy cylindrów (gniazdo zaworu dolotowego o większej średnicy).
Kanały wlotowy i wylotowy są doprowadzone po tej samej stronie głowicy, co umożliwia wstępne podgrzanie mieszanki paliwowo-powietrznej w kanałach wlotowych. Kanały wlotowe są okrągłe (Ř 25 mm) i wyprowadzony powyżej podziałki, mający owalny przekrój 22x30 mm.
Po przeciwnej stronie głowicy cylindrów znajdują się gwintowane otwory do montażu świec zapłonowych (M14x1,25). Obok nisz świec znajdują się oznaczenia w postaci cyfr od 1 do 4 wskazujące do którego zacisku osłony rozdzielacza zapłonu należy podłączyć przewód BB tej świecy.
Galerie wodne są podłączone do wylotu, przy którym zamontowana jest obudowa termostatu oraz do wlotów znajdujących się w górnej części głowicy cylindrów, obok komór spalania.
Powierzchnia współpracująca bloków i wewnętrzne powierzchnie komór spalania są skrupulatnie obrabiane w celu spełnienia wymagań dotyczących kształtu i czystości, aby zachować tę samą objętość wszystkich komór spalania i osiągnąć równy stopień sprężania we wszystkich cylindrach. Dodatkowo obróbka gwarantuje szczelność połączeń.
Głowica cylindra jest przymocowana do bloku za pomocą dziesięciu śrub imbusowych M11 i czterech nakrętek nakręconych na kołki M8. Siedem śrub ma długość 168 mm, dwie 183,5 mm, a jedna 132,5 mm. Łby śrub posiadają gniazdo sześciokątne na klucz prętowy 10 mm.
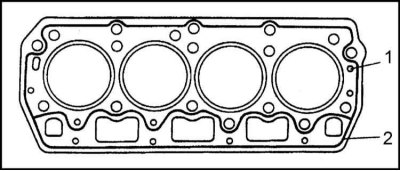
Uszczelka głowicy cylindrów jest wykonana ze wzmocnionego materiału niezawierającego azbestu. Ze względu na małą elastyczność uszczelki nie ma potrzeby dokręcania śrub głowicy po pierwszym tysiącu kilometrów.
Czubek głowicy zamykany jest pokrywą, która również jest odlana ze stopu aluminium. Pokrywa głowicy cylindrów wyposażona jest w króciec wlewu oleju, który zamykany jest plastikowym korkiem. Szczelność korka zapewnia wyposażenie go w gumowy pierścień uszczelniający 70x60 mm.
Gumowa uszczelka jest zainstalowana między głowicą cylindrów a jej pokrywą, aby zapobiec wyciekom oleju silnikowego.
Blok cylindrów
Blok cylindrów jest główną częścią łożyska konstrukcji jednostki napędowej. Blok wykonany jest z lekkiego stopu aluminium metodą formowania wtryskowego. Waga bloku to 13 kg.
W dolnej części bloku cylindrów znajdują się trzy łożyska wału korbowego. Wał korbowy ma trzy główne czopy (tak zwany częściowy wał korbowy).
Pokrywy łożysk głównych są wykonane z żeliwa i ponieważ nie są wymienne, są oznaczone odpowiednimi numerami. Na drugiej pokrywie od zewnątrz znajduje się gwintowany otwór do zamocowania wlotu oleju pompy olejowej.
Pokrywy łożysk głównych mocowane są śrubami M11, których wymagana siła dokręcenia wynosi 67÷75 Nm).
Blok cylindrów ma kanały do chłodziwa, a także kanały do \u200b\u200bdoprowadzania oleju.
Gwint w otworach w bloku pod śruby głowicy rozpoczyna się 30 mm poniżej górnego wycięcia otworu, co zapewnia lepszą szczelność połączenia węzłów i zmniejsza koncentrację naprężeń odlewniczych wokół elementów złącznych.
Miska olejowa jest przymocowana do dolnej części bloku za pomocą dziewięciu śrub M6.
Tuleje cylindrowe
Tuleje wykonane są z żeliwa szarego z dodatkiem 0,5% fosforu. Tuleje są instalowane w otworach cylindrów w bloku.
Zewnętrzna powierzchnia tulei jest myta przez chłodziwo, tj. to są tzw "mokry" rękawy.
Powierzchnie robocze tulei są szlifowane z wysokim stopniem czystości.
Każdy z rękawów wyposażony jest w dwa paski mocujące, z których jeden znajduje się na górze, a drugi - w odległości około 2/3 długości rękawa bliżej jego dolnej krawędzi.
Aby zapewnić prawidłowy montaż tulei, producent produkuje miedziane podkładki pierścieniowe o grubości 0,10, 0,12 i 0,14 mm. Zastosowano dobór podkładek, aby tuleja wystawała z komory spalania na ściśle określoną wysokość. Tuleje powinny wystawać ponad powierzchnię klocka o 0,07÷0,13 mm.
Tuleje produkowane są z nominalną średnicą wewnętrzną 75,5 mm i są ułożone w grupy według tolerancji trzech klas: A, B i C (zobacz specyfikacje). Klasa tulei nanoszona jest na jej powierzchnię boczną.
Producent nie przewiduje możliwości zastosowania tulei o rozmiarach naprawczych.
Mechanizm dystrybucji gazu
Schemat rozrządu
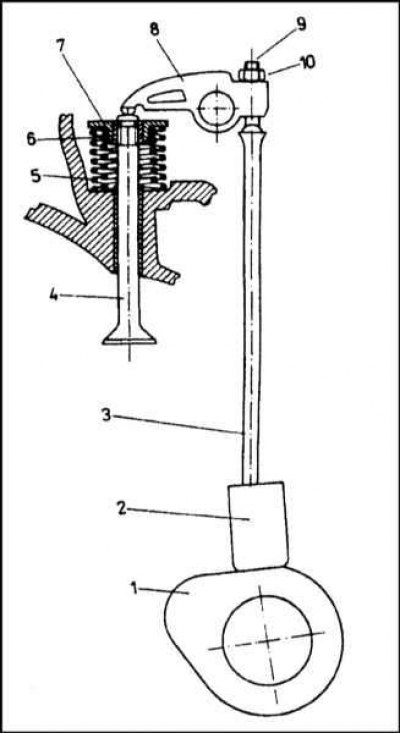
1 - Krzywka wałka rozrządu; 2 - Popychacz; 3 - Popychacz; 4 - Zawór; 5 - Sprężyna zewnętrzna; 6 - Sprężyna wewnętrzna; 7 - Płyta; 8 - Wahacz napędu zaworu; 9 - Śruba regulacyjna; 10 - Przeciwnakrętka
Mechanizm dystrybucji gazu (wyczucie czasu) steruje poborem świeżej mieszanki paliwowo-powietrznej do cylindrów w odpowiednich momentach oraz wypuszczaniem spalin z komór spalania.
Silnik należy do rodziny jednostek OHV, tj. posiada górne zawory Wałek rozrządu znajduje się odpowiednio na dole. Schemat mechanizmu przedstawia załączona ilustracja.
Krzywki wałka rozrządu, obracając się, podnoszą popychacze, których ruch jest przenoszony przez drążki na wahacze. Wahacze są umieszczone na osobnej osi, zamocowanej za pomocą wsporników na głowicy cylindrów. Wykonując ruchy oscylacyjne, wahacze działają bezpośrednio na trzpienie zaworów, zmuszając je do otwierania i zamykania we właściwym czasie.
Każdy z zaworów jest dociskany do gniazda przez dwie sprężyny (wewnętrzny i zewnętrzny). Zawory poruszają się w tulejach prowadzących wciśniętych w głowicę cylindrów.
Wałek rozrządu, który steruje pracą zaworów poprzez osiem mimośrodowych krzywek, wykonany jest z wysokiej jakości stali. Krzywki są utwardzane prądem o wysokiej częstotliwości. Wałek rozrządu jest osadzony w trzech łożyskach ślizgowych wtopionych bezpośrednio w odlew bloku cylindrów. Aby ułatwić montaż wału w łożyskach, wszystkie trzy mają inną średnicę. Pierwsza od strony rozrządu ma największą średnicę, środkowa jest nieco mniejsza, a na koniec ostatnia (najbliżej koła zamachowego), - najmniejszy. Wałki rozrządu są dostępne tylko z czopami o nominalnych rozmiarach (zobacz specyfikacje).
Każda para krzywek steruje otwieraniem i zamykaniem zaworów jednego cylindra. Błędna rejestracja półek roboczych (wznosi się) krzywki określają momenty (kąty względem TDC) zawory otwierające i zamykające (patrz Specyfikacje na początku tego rozdziału).
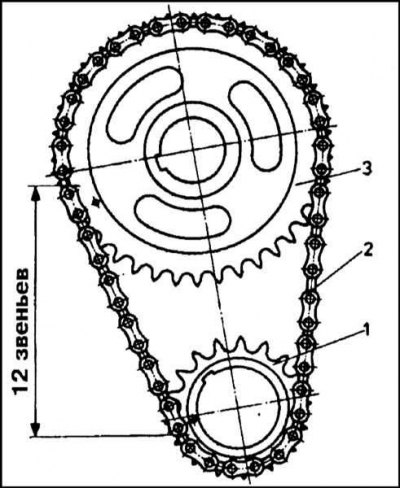
Koło zębate napędu łańcucha rozrządu jest zamontowane na przednim czopie wału korbowego. Na dystrybucji - napędzany. Koła zębate są osadzone na czopach wałków napinających, blokowane przed obrotem przez wpusty segmentowe i dociskane śrubami wkręcanymi w końce czopów.
Na wałku rozrządu, oprócz napędzanego koła zębatego, zamontowane jest również koło napędowe pompy oleju i rozdzielacz zapłonu. W związku z powyższym, prawidłowe względne położenie gwiazd ma ogromne znaczenie, ponieważ od tego zależy instalacja faz dystrybucji gazu.
Prawidłowe położenie wałka rozrządu w stosunku do wału korbowego uzyskuje się poprzez odpowiednie rozmieszczenie znaków na obu zębatkach. Znaki są wykonane w formie płytkich nawierceń i muszą być oddalone od siebie o odległość równą 12 ogniwom łańcucha. W tym przypadku ogniwo znajdujące się nad etykietą wiodącej zębatki jest uważane za pierwsze, nad etykietą niewolnika - dwunaste.
Popychacze wykonane są w formie otwartego walca.Jedna strona dna popychacza, współpracująca z krzywką ściągacza, jest płaska, po drugiej stronie znajduje się kuliste wgłębienie, w które koniec drążka popychacza wchodzi. Powierzchnia robocza popychacza jest bardzo twarda.
Popychacze przenoszą ruch na wahacze napędu zaworu. Pręty wykonane są z kutego pręta stalowego z hartowanymi i polerowanymi końcami. Górny koniec pręta ma kształt dzwonu, natomiast dolny koniec wykonany jest w formie lekko rozszerzonej półkuli. Popychacze zaworów dolotowych i wydechowych mają tę samą długość.
Dźwignie zaworowe służą do przenoszenia ruchu z popychaczy na trzpienie zaworów. Powierzchnia wahacza stykająca się z trzpieniem zaworu jest kuta. Ramiona zaworów dolotowych i wydechowych różnią się kształtem, ale są umieszczone na wspólnej osi.
Ramię wahacza zwrócone w stronę popychacza wyposażone jest w gwintowany otwór, w który wkręca się śrubę regulacyjną, obracając nią można wyregulować luz termiczny zaworu. Łeb śruby regulacyjnej jest hartowany i posiada płaską przeciwnakrętkę do blokowania.
W środkowej części bujaka nawiercony jest czujnik-wyłącznik małych kanalików. Przez jeden kanał dostarczany jest olej do smarowania osi wahaczy, przez drugi olej jest wtryskiwany między zwoje sprężyn zaworowych w kierunku trzpienia zaworu.
Zawory otwierają i zamykają kanały wlotowe i wylotowe komór spalania, co umożliwia we właściwym czasie napełnienie cylindrów świeżą mieszanką paliwowo-powietrzną i usunięcie z nich spalin.
Zawory wykonane są ze specjalnej stali. Zawór składa się z trzpienia i płytki. Stożkowa część dysku przylegająca do gniazda zaworu i zwana powierzchnią uszczelniającą jest ścięta pod kątem 45°30'±5' (w zaworach produkcji czeskiej), lub 44°50'±20' (w importowanych zaworach).
Trzpień zaworu wykonany jest ze stali, grzybek ze stopu AKMV, a powierzchnia uszczelniająca grzybka jest dodatkowo pokryta warstwą specjalnego stopu Stelit F, który chroni go przed niszczącym działaniem gazów nagrzanych do bardzo wysokich temperatur.
Zawory wlotowe wykonane są ze stali żaroodpornej, powierzchnia uszczelniająca płyty jest uformowana przez kucie. Trzpienie zaworów są chromowane, co zmniejsza składową tarcia i zapobiega możliwości zakleszczenia w tulejach prowadzących.
Zastosowane materiały w zależności od częstotliwości regulacji luzów zaworowych gwarantują sprawne działanie zaworów przez 120 000 km przebiegu.
Średnica płytki zaworu wlotowego wynosi 34 mm, zawór wydechowy 30 mm. Ma to na celu zminimalizowanie obszaru kontaktu z gorącymi spalinami. Na końcu trzpieni zaworów znajdują się rowki do montażu krakersów do zamków dzielonych.
Zamki dzielone składają się z podwójnej tulei stożkowej - krakersów, które są mocowane na pręcie z górną płytką sprężyn. Sprężyny dociskają grzybki zaworów powierzchniami uszczelniającymi do gniazd, zapewniając tym samym odpowiednią szczelność komór spalania.
Sprężyny wykonane są ze specjalnej stali. Każdy zawór wyposażony jest w dwie sprężyny śrubowe: zewnętrzną i wewnętrzną. Zastosowanie dwóch sprężyn zamiast jednej wynika z faktu, że ze względu na ograniczoną przestrzeń jedna sprężyna nie będzie w stanie zapewnić odpowiedniej siły dociśnięcia płytki do gniazda. Sprężyny są zwinięte w przeciwnych kierunkach, co eliminuje ryzyko przeplatania się ich zwojów w przypadku uszkodzenia.
Wysokość sprężyn dobiera się tak, aby przy maksymalnym ściśnięciu (z otwartym zaworem) cewki nie stykają się ze sobą.
Dolne zwoje sprężyn opierają się o powierzchnię głowicy cylindrów poprzez stalową podkładkę. Zastosowanie takich podkładek okazało się koniecznym środkiem, ponieważ głowica cylindrów wykonana jest z miękkiego stopu aluminium.
Górne końce sprężyny opierają się o płytkę zamocowaną na końcu trzpienia zaworu. Wartości znamionowe sprężyn zaworowych podano w Specyfikacje.
Prowadnice zaworów wykonane są z żeliwa. Zadaniem tulei jest stałe utrzymywanie zaworu we właściwej pozycji względem gniazda, zapewnienie jego swobodnego ruchu oraz odprowadzanie nadmiaru ciepła. Tuleje są wciskane w głowicę cylindrów. Wydanie tulei o rozmiarach naprawczych nie jest dokonywane.
Uszczelki olejowe są nakładane na tuleje. Po wewnętrznej stronie nakrętki znajduje się pierścieniowy występ, który zbiera nadmiar oleju z trzpienia zaworu. W górnej części nasadki zamontowana jest mała sprężynka pierścieniowa, która zapewnia jej stały docisk do pręta. Zastosowanie uszczelnień olejowych pozwala na zmniejszenie zużycia oleju silnikowego związanego z jego wnikaniem do komór spalania. W związku z tym zmniejsza się poziom emisji związków węglowodorowych do atmosfery.
Gniazda zaworów zapewniają szczelność zaworów i odprowadzanie ciepła z tych ostatnich. Gniazda wykonane są ze specjalnego żeliwa, mają kształt pierścienia o przekroju prostokątnym i są wciskane w korpus głowicy cylindrów pod bardzo dużym ciśnieniem. Materiał użyty do produkcji siodełek pozwala na stosowanie zarówno benzyny bezołowiowej, jak i ołowiowej do tankowania samochodu.