
Czyszczenie
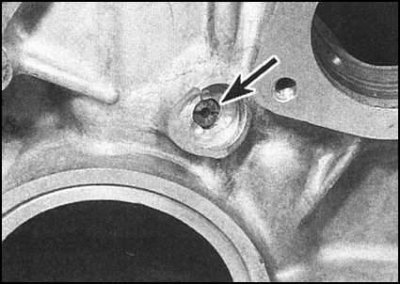
1. Usuń wszystkie dodatki i komponenty z urządzenia, a także czujniki elektryczne i przełączniki. Do pełnego wyczyszczenia konieczne jest również wyjęcie zaślepek galeri wodnych – wywiercić w nich małe otwory, wkręcić w nie wkręty samogwintujące i chwytając szczypcami za łby wkrętów wyjąć zatyczki z bloku.
2. Zeskrob wszystkie ślady starego materiału uszczelki i szczeliwa z współpracujących powierzchni bloku. Uważaj, aby nie uszkodzić uszczelki/powierzchni uszczelnienia.
3. Usuń wszystkie korki kanału olejowego (gdzie są świadczone). Korki są bardzo ciasne i mogą wymagać wywiercenia i ponownego gwintowania za pomocą kranu. Podczas montażu silnika wymiana świec jest obowiązkowa.
4. Jeśli skrzynia korbowa jest bardzo brudna, będziesz musiał skorzystać z czyszczenia parą. Po przywróceniu bloku z czyszczenia należy ponownie wyczyścić przepływy olejowe i galerie. Przepłucz wszystkie wewnętrzne wnęki bloku ciepłą wodą. Kontynuuj płukanie, aż czysta woda wypłynie z otworów. Dokładnie osusz blok, a następnie lekko nasmaruj olejem powierzchnie współpracujące i lusterka cylindra, aby zapobiec korozji. Jeśli masz dostęp do źródła sprężonego powietrza, użyj go, aby przyspieszyć proces suszenia i przedmuchać otwory, kanały i chodniki.
Uwaga! Podczas pracy ze sprężonym powietrzem należy nosić okulary ochronne!
5. Jeśli skrzynia korbowa silnika nie jest zbyt zabrudzona, wystarczy przemyć ją gorącą wodą z mydłem przy użyciu sztywnej szczotki. Nie powinieneś próbować oszczędzać czasu na myciu bloku - podejmij tę procedurę z całą odpowiedzialnością. Niezależnie od wybranej metody czyszczenia, w jej wyniku wszystkie otwory i kanały olejowe powinny być absolutnie czyste, a blok dokładnie wysuszony. Aby zapobiec korozji, lekko nasmaruj lusterka cylindra olejem.
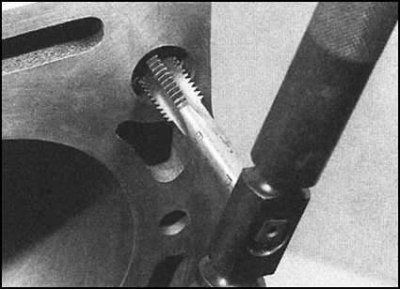
6. Wymagane są wszystkie otwory montażowe w bloku "odjechać" odpowiednim kranikiem, ostrożnie usuwając z gwintów produkty korozji, stary uszczelniacz i inne osady. Poza tym takie "zamiatać" pomoże naprawić uszkodzone cewki. Jeśli to możliwe, przedmuchaj otwory sprężonym powietrzem, aby usunąć wióry i zanieczyszczenia.
Uwaga! Wszystkie ślady smaru i rozpuszczalnika należy całkowicie usunąć z otworów nieprzelotowych, aby ciśnienie hydrauliczne nie zniszczyło odlewu bloku podczas dokręcania śrub.
7. Nasmaruj nowe korki kanału olejowego odpowiednim uszczelniaczem i wkręć je w otwory w bloku. Mocno dokręć wtyczki.
8. Jeśli nie zamierzasz od razu montować silnika, zawiń urządzenie w czystą plastikową torbę. Nie zapomnij również zadbać o ochronę współpracujących powierzchni i lusterek cylindrów przed korozją.
Badanie
1. Sprawdź odlew bloku pod kątem pęknięć i korozji. Sprawdź, czy w którymkolwiek z otworów montażowych nie ma zerwanych gwintów. Jeśli istniały podejrzenia o wewnętrzne wycieki płynu chłodzącego, warto skontaktować się ze specjalistą serwisu samochodowego, prosząc go o dokładne sprawdzenie stanu urządzenia za pomocą specjalnego sprzętu. W razie potrzeby napraw lub wymień urządzenie.
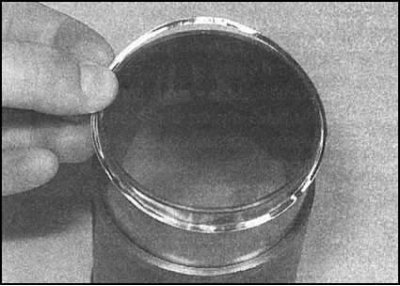
2. Zdejmij tuleje cylindrowe i sprawdź ich lusterka pod kątem rys i zadziorów. W celu zachowania tolerancji produkcyjnych, tuleje produkowane są w trzech grupach rozmiarowych. Odpowiednie oznaczenie jest nakładane na ścianę każdej z tulei.
3. W celu dokładniejszej oceny stopnia zużycia tulei konieczny jest pomiar ich średnic w kilku punktach. Włóż sprawdzian wewnętrzny do tulei pierwszego cylindra i zmierz jego średnicę w trzech różnych przekrojach równoległych do osi wału korbowego. Jeden pomiar wykonuje się w górnej części rękawa, bezpośrednio pod krawędzią schodkowego występu, drugi w środkowej części rękawa i trzeci bezpośrednio nad jego dolnym nacięciem. Pomiary wykonuje się w dwóch płaszczyznach - równoległej i prostopadłej do osi wału korbowego.
4. Porównaj wyniki pomiarów z wymaganiami Specyfikacje. Jeśli którykolwiek z wyników jest poza zakresem, odpowiednia tuleja musi zostać wymieniona.
5. Aby określić luz tłoków w tulejach cylindrowych należy od średnicy tulei odjąć średnicę tłoka mierzoną wzdłuż jej płaszcza (Patrz sekcja Demontaż, sprawdzenie stanu i montaż zespołów korbowodu i tłoka).
6. Ewentualnie umieść tłok w odpowiedniej tulei i użyj szczelinomierza łopatkowego, aby zmierzyć luz w gnieździe. Tłok należy włożyć do tulei w jej normalnym położeniu, a luz mierzy się wzdłuż jednej z jego powierzchni oporowych, bezpośrednio nad dolnym nacięciem tulei.
7. Jeśli luz przekracza określony Specyfikacje dopuszczalnej wartości, tłok należy wymienić. Jeśli tłok utknie w dolnej części skoku, ze stopniowym poluzowaniem pasowania podczas ruchu w górę, oznacza to zwężenie tulei. Zakleszczanie się ostrzy sondy podczas przesuwania po obwodzie tworzącej powierzchni tłoka wskazuje na owalność tulei.
8. Powtórzyć procedurę oceniając stan tulei każdego z cylindrów.
9. W przypadku stwierdzenia oznak nadmiernego zużycia lub uszkodzenia lusterek, wadliwe tuleje należy wymienić.
10. Tuleje należy montować jako zamienne, tylko z tej samej grupy rozmiarowej co uszkodzone. To samo dotyczy tłoków. W takim przypadku rozmiar tłoków musi odpowiadać rozmiarowi tulei w grupie. Odpowiednie oznaczenie jest nakładane na ścianki tulei i dno tłoków.
11. Jeżeli stopień zużycia lusterek jest niewielki wystarczy wymienić pierścienie tłokowe.
12. Lustra tulei poddawane są honowaniu w celu zapewnienia prawidłowego osadzenia na nich nowych pierścieni tłokowych.
13. Do wykonania procedury honowania wymagane jest specjalne narzędzie (brus), który pozwala na nałożenie na powierzchnię lustra jednolitego przerywanego wzoru w postaci siatki. Taki mundurek "gruboziarnisty" Lusterko zapewnia jakość dotarcia pierścieni tłokowych oraz gwarantuje odpowiednią szczelność pasowania tłoków w tulejach. Dostępne są dwa rodzaje ostrzy, oba przeznaczone do użytku z wiertarką elektryczną. typ miodowy "szczotka do butelek" przedstawia sztywną cylindryczną szczotkę z wkładkami ściernymi we włosiu. Bardziej rozpowszechniony honownik powierzchniowy wyposażony jest w głowicę w postaci kamieni szlifierskich wyposażonych w sprężynowe nóżki. Kompilatorzy tej instrukcji zalecają początkującym mechanikom-amatorom stosowanie pierwszego rodzaju honowania.
Notatka. W razie potrzeby honowanie zawsze można powierzyć specjalistom warsztatu samochodowego za bardzo rozsądną opłatą.
14. Przygotuj jedno z opisanych powyżej narzędzi do honowania, wiertarkę elektryczną, wystarczającą ilość czystych szmat, trochę oleju do honowania i gogle.
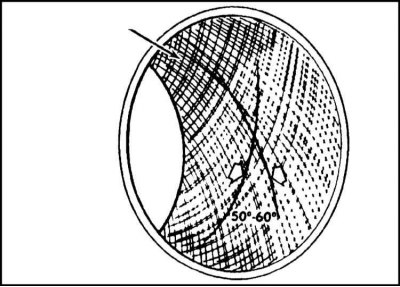
15. Zamocuj osełkę w uchwycie wiertarskim. Zwilżyć otwory cylindrów olejem do honowania i włożyć hon do pierwszej tulei, po uprzednim ściśnięciu jej sprężynujących kamieni szlifierskich (jeśli używana jest dysza drugiego typu). Włącz wiertarkę i natychmiast zacznij przesuwać dyszę w górę iw dół cylindra, uzyskując wygląd na lustrze cylindra jednolitego przerywanego wzoru w postaci siatki z siatką w kształcie rombu, której boki przecinają się w kąt około 60°. Niektórzy producenci pierścieni tłokowych nalegają na różne kąty rozstawu prowadnic — zapoznaj się z instrukcją dostarczoną z nowym zestawem pierścieni tłokowych.
Uwaga! Nie zapomnij założyć okularów ochronnych!
16. Nie oszczędzaj oleju podczas honowania cylindrów. Nie usuwaj więcej materiału z lusterka rękawa, niż jest to naprawdę konieczne do osiągnięcia pożądanego rezultatu. Nie wyjmuj honowania z tulei, dopóki jego obrót w końcu się nie zatrzyma - cały czas kontynuuj ruch posuwisto-zwrotny wiertłem. Po zatrzymaniu wiertarki nadal obracaj ręcznie uchwyt w tym samym kierunku i wyjmij dyszę z cylindra.
17. Dokładnie wytrzyj lusterko czystą szmatką i przystąp do honowania kolejnej tulei cylindrowej. Po zakończeniu umyj blok cylindrów gorącą wodą z mydłem, aby całkowicie usunąć wszelkie ślady oleju ściernego i honującego. Czyszczenie można uznać za zakończone, gdy podczas przeglądania lusterek rękawów białą szmatką nasączoną olejem nie ma na nich szarej plamy.
18. W celu zdjęcia tulei odwrócić blok cylindrów i położyć go na drewnianych klockach. Wkładki można teraz wybić z cylindrów za pomocą wybijaka z twardego drewna.
19. Po zwolnieniu wszystkich tulei połóż blok cylindrów na boku i ręcznie wyjmij tuleje.
20. Zdjąć podkładki uszczelniające z podstaw tulei i zmierzyć ich grubość. Produkowane są podkładki o różnych rozmiarach i poprzez ich dobór reguluje się wystawanie tulei ponad powierzchnię klocka. Podnieś podkładki zastępcze dla każdej z tulei.
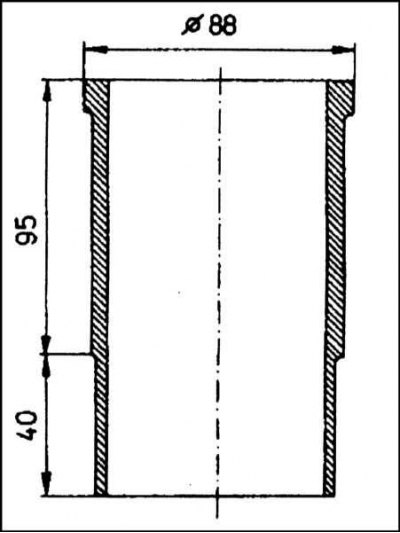
21. Główne cechy geometryczne rękawów pokazano na ilustracjach. Jeśli tuleje są w dobrym stanie i nadają się do dalszej eksploatacji, oznacz je taśmą samoprzylepną pod kątem przynależności do Twojej butli.
- a - Oznaczenie klasy wielkości tulei
- b - Punkt pomiaru średnicy wewnętrznej
 |  |
22. Przed montażem dokładnie przetrzeć powierzchnie styku tulei i boków, a następnie drobnoziarnistym papierem ściernym usunąć wszelkie zadziory, zadrapania i chropowatości mogące prowadzić do zniszczenia nowych podkładek uszczelniających.
23. Dokładnie wytrzyj tuleje i załóż na nie nowe podkładki uszczelniające o wymaganej grubości. Nasmaruj ścianki tulei czystym olejem silnikowym.
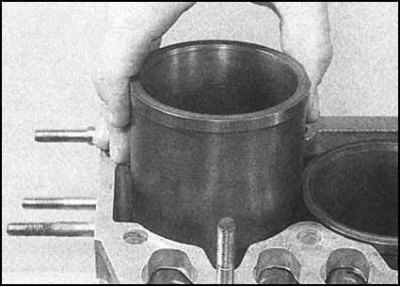
24. Podczas montażu starych tulei należy zwrócić uwagę na prawidłowe wyrównanie śladów naniesionych podczas demontażu. Staraj się nie dopuścić do wypadnięcia podkładek uszczelniających, gdy tuleje są osadzone w cylindrach. W pierwszym etapie tuleje należy wcisnąć ręcznie do cylindrów, aż do oporu. Następnie tuleje wbija się młotkiem w drewniany klocek, aż oprze się o wieszaki podestu.
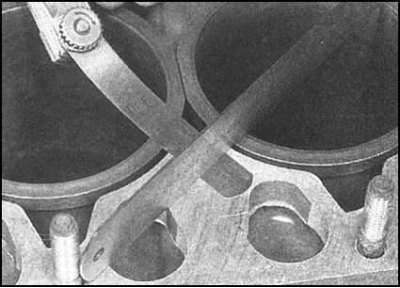
25. Po zamontowaniu wszystkich czterech tulei należy zmierzyć wysokość ich wystawania ponad płaszczyznę klocka - posłużyć się stalową linijką i sondą łopatkową. Porównaj wyniki pomiarów z wymaganiami Specyfikacje.
26. W razie potrzeby zdejmij nieprawidłowo osadzoną tuleję i wymień na niej podkładkę uszczelniającą. Podkładki dostępne są w grubościach 0,10, 0,12 i 0,14 mm.
27. Po wymianie podkładki założyć tuleję i ponownie sprawdzić wielkość występu.
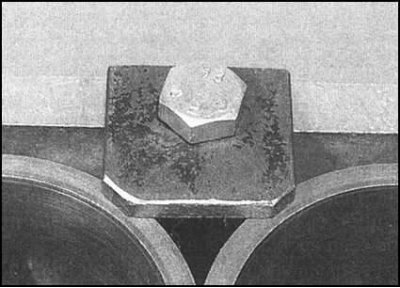
28. Po zakończeniu regulacji pasowania tulei, tymczasowo zamocuj je w cylindrach za pomocą specjalnych prostokątnych podkładek
Silniki 1,6 l i diesel
1. Wizualnie sprawdzić odlew bloku pod kątem pęknięć i korozji. Sprawdź, czy w którymkolwiek z otworów montażowych nie ma zerwanych gwintów. Jeśli istniały podejrzenia o wewnętrzne wycieki płynu chłodzącego, warto skontaktować się ze specjalistą serwisu samochodowego, prosząc go o dokładne sprawdzenie stanu urządzenia za pomocą specjalnego sprzętu. W razie potrzeby napraw lub wymień urządzenie.
2. Sprawdzić lusterka cylindrów pod kątem występowania rys i otarć. W przypadku stwierdzenia takich wad należy sprawdzić stan odpowiednich tłoków (Patrz sekcja Demontaż, sprawdzenie stanu i montaż zespołów korbowodu i tłoka). Usterki będące w początkowej fazie rozwoju można wyeliminować na tym etapie obracając blok w warsztacie serwisu samochodowego.
3. W celu dokładniejszej oceny stopnia zużycia cylindrów konieczne jest zmierzenie ich średnic w kilku punktach. Wprowadzić średnicę do pierwszego cylindra i zmierzyć jego średnicę w trzech różnych przekrojach równoległych do osi wału korbowego. Jeden pomiar wykonuje się w górnej części cylindra, bezpośrednio pod krawędzią schodkowego występu, drugi w środkowej części cylindra i trzeci w odległości około 10 mm powyżej jego dolnego nacięcia.
Notatka. Blok musi być zainstalowany na stole warsztatowym ściśle poziomo.
4. Powtórzyć pomiary, tym razem w płaszczyznach prostopadłych do osi wału korbowego. Zapisz wyniki wszystkich sześciu pomiarów i porównaj je z wymaganiami Specyfikacje. Jeżeli różnica średnic któregokolwiek z dwóch cylindrów wykracza poza dopuszczalny zakres, cylindry poddawane są obrotowi, a następnie wymianie tłoków na nowe o odpowiedniej wielkości naprawy. Jedyną alternatywą dla obracania cylindrów jest całkowita wymiana bloku wraz z tłokami.
5. Wykorzystanie zapisów wyników pomiarów średnic tłoków (Patrz sekcja Demontaż, sprawdzenie stanu i montaż zespołów korbowodu i tłoka), Oblicz luzy tłoków w cylindrach, odejmując te średnice od średnic cylindrów. Ponieważ wymagania dotyczące pasowania tłoków w momencie pisania tej instrukcji nie są określone przez producentów, należy zasięgnąć porady specjalistów centrum serwisowego marki Skoda.
6. Połóż blok na stole warsztatowym, opuść skrzynię korbową i użyj stalowej linijki oraz szczelinomierza, aby sprawdzić płaskość współpracujących powierzchni. Jeżeli wyniki badań przekroczą podane w ust Specyfikacje poprawna wartość, blok może być obrabiany (tylko dla silników benzynowych) lub zastąpiony. W silnikach wysokoprężnych obracanie bloku nie jest możliwe.
7. Przed montażem silnika należy wyszlifować cylindry.
8. Delikatnie nasmaruj lusterka cylindra czystym olejem silnikowym, aby zapobiec korozji. Zawiń blok w plastikową torbę i odłóż w bezpieczne miejsce przed przystąpieniem do montażu.