
Upratovanie
1. Odstráňte z jednotky všetky nástavce a komponenty, ako aj elektrické snímače a spínače. Pre úplné vyčistenie je tiež potrebné odstrániť stláčacie zátky z vodovodných galérií - vyvŕtať malé otvory do zátok, zaskrutkovať do nich samorezné skrutky a uchopením hláv skrutiek kliešťami odstrániť zátky z bloku.
2. Zoškrabte všetky stopy starého tesniaceho materiálu a tmelu z lícujúcich plôch bloku. Dávajte pozor, aby ste nepoškodili tesnenie/tesniace plochy.
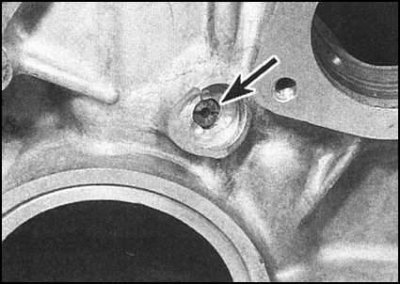
3. Odstráňte všetky zátky olejového kanála (kde sú poskytované). Zátky sú veľmi tesné a možno bude potrebné ich vyvŕtať a znovu navliecť závitníkom. Pri montáži motora je povinná výmena sviečok.
4. Ak je kľuková skriňa veľmi znečistená, budete sa musieť uchýliť k čisteniu parou. Po vrátení bloku z čistenia je potrebné opäť vyčistiť olejové toky a galérie. Opláchnite všetky vnútorné dutiny bloku teplou vodou. Pokračujte v preplachovaní, kým z otvorov nevyteká čistá voda. Blok dôkladne osušte, potom zľahka namažte jeho spojovacie plochy a zrkadlá valcov olejom, aby ste zabránili korózii. Ak máte prístup k zdroju stlačeného vzduchu, použite ho na urýchlenie procesu sušenia a vyfúknutie otvorov, kanálov a galérií.
Pozor! Pri použití stlačeného vzduchu noste ochranné okuliare!
5. Ak nie je kľuková skriňa motora príliš znečistená, stačí ju umyť horúcou mydlovou vodou pomocou tvrdej kefy. Nemali by ste sa snažiť ušetriť čas na umývanie bloku - tento postup berte so všetkou zodpovednosťou. Bez ohľadu na zvolenú metódu čistenia by v dôsledku toho mali byť všetky olejové otvory a kanály úplne čisté a blok by mal byť dôkladne vysušený. Aby ste zabránili korózii, zrkadlá valcov jemne namažte olejom.
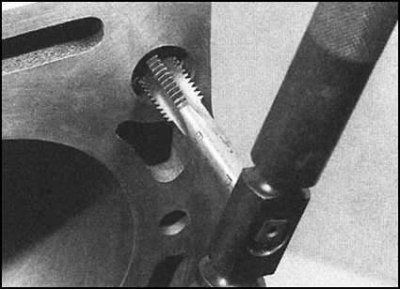
6. Všetky montážne otvory v bloku sú povinné "odviezť sa" vhodným kohútikom, opatrne odstráňte zo závitov produkty korózie, starý tmel a iné usadeniny. Navyše takéto "pozametať" pomôže opraviť poškodené cievky. Ak je to možné, vyfúkajte otvory stlačeným vzduchom, aby ste odstránili triesky a nečistoty.
Pozor! Všetky stopy mastnoty a rozpúšťadla musia byť úplne odstránené zo slepých otvorov, aby sa predišlo zničeniu odliatku bloku hydraulickým tlakom pri uťahovaní skrutiek.
7. Nové zátky olejovej galérie namažte vhodným tmelom a zaskrutkujte ich do otvorov v bloku. Zátky pevne utiahnite.
8. Ak sa nechystáte motor ihneď zmontovať, zabaľte jednotku do čistého plastového vrecka. Nezabudnite sa postarať aj o ochranu lícovaných plôch a zrkadiel valcov pred koróziou.
Vyšetrenie
1. Skontrolujte odliatok bloku na praskliny a koróziu. Skontrolujte, či v niektorom z montážnych otvorov nie sú odstránené závity. Ak existujú podozrenia na vnútorné úniky chladiacej kvapaliny, môže mať zmysel kontaktovať špecialistu autoservisu a požiadať ho, aby vykonal dôkladnú kontrolu stavu jednotky pomocou špeciálneho vybavenia. V prípade potreby jednotku opravte alebo vymeňte.
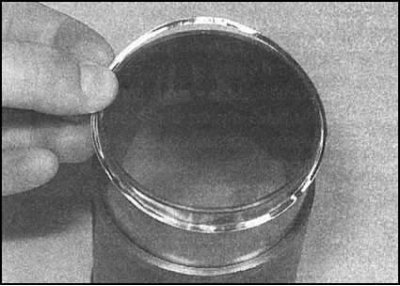
2. Odstráňte vložky valcov a skontrolujte ich zrkadlá, či nie sú poškriabané a otrepané. Pre dodržanie výrobných tolerancií sú návleky vyrábané v troch veľkostných skupinách. Zodpovedajúce označenie je aplikované na stenu každej z objímok.
3. Pre presnejšie posúdenie miery opotrebenia návlekov je potrebné zmerať ich priemery vo viacerých bodoch. Vložte vnútornú mierku do objímky prvého valca a zmerajte jej priemer v troch rôznych častiach rovnobežných s osou kľukového hriadeľa. Jedno meranie sa vykonáva v hornej časti rukáva, priamo pod okrajom stupňovitého nosného ramena, druhé - v strednej časti rukáva a tretie - bezprostredne nad jeho spodným rezom. Merania sa vykonávajú v dvoch rovinách - rovnobežnej a kolmej na os kľukového hriadeľa.
4. Porovnajte výsledky meraní s požiadavkami technické údaje. Ak je ktorýkoľvek z výsledkov mimo rozsah, príslušnú manžetu je potrebné vymeniť.
5. Na určenie vôle piestov vo vložkách valcov je potrebné od priemeru objímky odpočítať priemer piestu meraný pozdĺž jeho plášťa (pozri časť Demontáž, kontrola stavu a montáž zostáv ojníc a piestov).
6. Alternatívne vložte piest do vhodnej objímky a pomocou lopatkového meradla zmerajte vôľu jeho sedla. Piest musí byť vložený do objímky vo svojej normálnej polohe a vôľa sa meria pozdĺž jednej z jeho prítlačných plôch priamo nad spodným rezom objímky.
7. Ak vôľa presahuje špecifikované technické údaje prijateľnú hodnotu, piest je potrebné vymeniť. Ak sa piest prilepí na spodok zdvihu, s postupným uvoľňovaním uloženia pri pohybe nahor, potom existuje zúženie vložky. Zaseknutie lopatiek sondy pri ich posunutí po obvode tvoriacej čiary povrchu piesta indikuje oválnosť objímky.
8. Opakujte postup a vyhodnoťte stav objímok každého z valcov.
9. V prípade viditeľných známok nadmerného opotrebovania alebo poškodenia zrkadiel je potrebné vymeniť vadné objímky.
10. Objímky by sa mali inštalovať ako náhradné, len z rovnakej veľkostnej skupiny ako tie, ktoré zlyhali. To isté platí pre piesty. V tomto prípade musí veľkosť piestov zodpovedať veľkosti objímok v skupine. Zodpovedajúce označenie sa aplikuje na steny objímok a spodok piestov.
11. Ak je stupeň opotrebenia zrkadiel nízky, postačí iba výmena piestnych krúžkov.
12. Zrkadlá objímok sú podrobené honovaniu, aby sa zabezpečilo správne nasadenie nových piestnych krúžkov na nich.
13. Na vykonanie postupu honovania je potrebný špeciálny nástroj (vybrúsiť), ktorá umožňuje aplikovať na povrch zrkadla jednotný prerušovaný vzor vo forme mriežky. Taká uniforma "zhrubnutie" Zrkadlo zabezpečuje kvalitu zábehu piestnych krúžkov a zaručuje správnu tesnosť uloženia piestov vo vložkách. K dispozícii sú dva typy brúsok, oba určené na použitie s elektrickou vŕtačkou. honový typ "štetec na fľašu" predstavuje tuhú valcovú kefu s brúsnymi vložkami v štetine. Rozšírenejšie povrchové brúsenie je vybavené hlavou v podobe brúsnych kameňov vybavených odpruženými nohami. Zostavovatelia tejto príručky odporúčajú začínajúcim amatérskym mechanikom používať prvý typ brúsenia.
Poznámka. V prípade potreby je možné honovanie vždy zveriť odborníkom autoservisu za veľmi rozumný poplatok.
14. Pripravte si jeden z vyššie popísaných typov honovacích nástrojov, elektrickú vŕtačku, dostatočné množstvo čistej handry, trochu honovacieho oleja a okuliare.
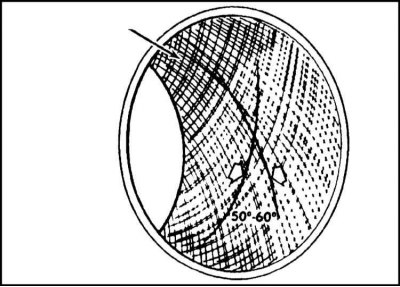
15. Upevnite hon do skľučovadla. Navlhčite otvory valcov honovacím olejom a vložte hon do prvého puzdra po stlačení jeho odpružených brúsnych kameňov (ak sa použije tryska druhého typu). Zapnite vŕtačku a okamžite začnite pohybovať dýzou hore a dole po valci, čím dosiahnete vzhľad rovnomerného prerušovaného vzoru na zrkadle valca vo forme mriežky s kosoštvorcovou sieťou, ktorej strany sa pretínajú na uhol asi 60°. Niektorí výrobcovia piestnych krúžkov trvajú na rôznych uhloch vzorových tyčí – pozrite si pokyny dodané s vašou novou sadou piestnych krúžkov.
Pozor! Nezabudnite nosiť ochranné okuliare!
16. Pri honovaní valcov nešetrite žiadnym olejom. Neodstraňujte z objímkového zrkadla viac materiálu, ako je skutočne potrebné na dosiahnutie požadovaného výsledku. Neodstraňujte hon z objímky, kým sa jeho rotácia konečne nezastaví - celý tento čas pokračujte v vratnom pohybe s vŕtačkou. Po zastavení vŕtačky pokračujte v otáčaní skľučovadla rukou v rovnakom smere a vyberte trysku z valca.
17. Zrkadlo dôkladne utrite čistou handričkou a pokračujte v honovaní ďalšej vložky valca. Po dokončení umyte blok valcov horúcou mydlovou vodou, aby ste úplne odstránili všetky stopy abrazívneho a honovacieho oleja. Čistenie možno považovať za dokončené, keď pri prechode cez zrkadlá rukávov bielou handrou namočenou v oleji na nich nezostane sivá škvrna.
18. Na odstránenie objímok otočte blok valcov a položte ho na drevené bloky. Vložky môžu byť teraz vyrazené z valcov driftom z tvrdého dreva.
19. Po uvoľnení všetkých vložiek položte blok valcov na bok a vložky odstráňte rukou.
20. Odstráňte tesniace podložky zo základov objímok a zmerajte ich hrúbku. Vyrábajú sa podložky rôznych veľkostí a ich výberom sa upravuje vyčnievanie objímok nad povrch tvárnice. Vezmite si náhradné podložky pre každú z rukávov.
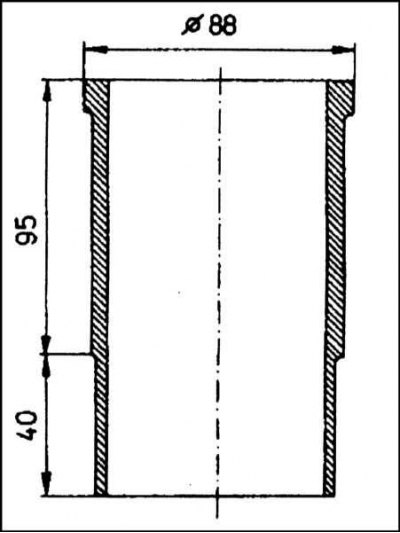
21. Hlavné geometrické charakteristiky rukávov sú znázornené na obrázkoch. Ak sú návleky v dobrom stave a sú predmetom ďalšieho používania, označte ich lepiacou páskou, či patria k vášmu valcu.
- a - Označenie veľkostnej triedy návleku
- b - Bod merania vnútorného priemeru
 |  |
22. Pred inštaláciou dôkladne utrite spojovacie plochy objímok a strán, potom opracovaním jemnozrnným brúsnym papierom odstráňte všetky otrepy, škrabance a nerovnosti, ktoré môžu viesť k zlyhaniu nových tesniacich podložiek.
23. Manžety dôkladne utrite a nainštalujte na ne nové tesniace podložky požadovanej hrúbky. Steny objímok namažte čistým motorovým olejom.
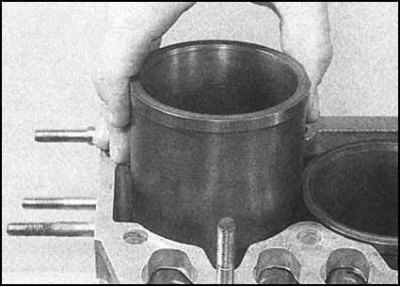
24. Pri inštalácii starých objímok sa uistite, že značky pristátia použité počas demontáže sú správne zarovnané. Snažte sa, aby tesniace podložky nevypadli, keď sú vložky usadené vo valcoch. V prvej fáze by sa vložky mali zatlačiť do valcov ručne, kým sa nezastavia. Ďalej sa na rukávy poklepáva kladivom cez drevený blok, kým sa nezastaví o pristávacie závesy.
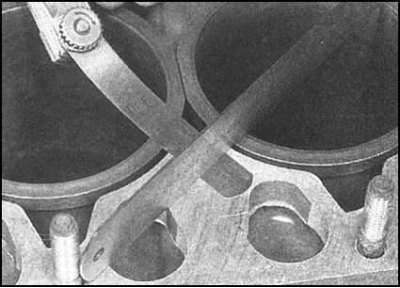
25. Po nainštalovaní všetkých štyroch objímok zmerajte veľkosť ich vyčnievania nad rovinou bloku - použite oceľové pravítko a čepeľovú sondu. Porovnajte výsledky meraní s požiadavkami technické údaje.
26. V prípade potreby odstráňte nesprávne usadené puzdro a vymeňte na ňom tesniacu podložku. Podložky sú dostupné v hrúbkach 0,10, 0,12 a 0,14 mm.
27. Po výmene podložky nainštalujte objímku a znova skontrolujte veľkosť vyčnievania.
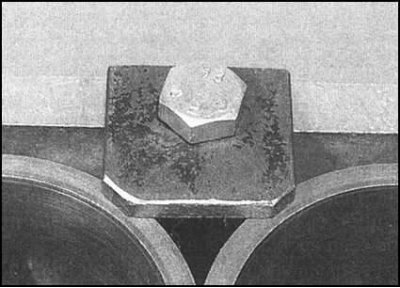
28. Po dokončení úpravy lícovania rukávov ich dočasne zafixujte vo valcoch špeciálnymi obdĺžnikovými podložkami
Motory 1,6 l a diesel
1. Vizuálne skontrolujte odliatok bloku na praskliny a koróziu. Skontrolujte, či v niektorom z montážnych otvorov nie sú odstránené závity. Ak existujú podozrenia na vnútorné úniky chladiacej kvapaliny, môže mať zmysel kontaktovať špecialistu autoservisu a požiadať ho, aby vykonal dôkladnú kontrolu stavu jednotky pomocou špeciálneho vybavenia. V prípade potreby jednotku opravte alebo vymeňte.
2. Skontrolujte zrkadlá valcov na prítomnosť škrabancov a škrabancov. Ak sa zistia takéto chyby, je potrebné skontrolovať stav príslušných piestov (pozri časť Demontáž, kontrola stavu a montáž zostáv ojníc a piestov). Poruchy, ktoré sú v počiatočnom štádiu vývoja, je možné v tejto fáze odstrániť otočením bloku v autoservisnej dielni.
3. Pre presnejšie posúdenie miery opotrebenia valcov je potrebné zmerať ich priemery vo viacerých bodoch. Zadajte dieromer do prvého valca a zmerajte jeho priemer v troch rôznych častiach rovnobežných s osou kľukového hriadeľa. Jedno meranie sa vykonáva v hornej časti valca, priamo pod okrajom stupňovitého oteru, druhé - v strednej časti valca a tretie - vo vzdialenosti asi 10 mm nad jeho spodným rezom.
Poznámka. Blok musí byť inštalovaný na pracovnom stole striktne horizontálne.
4. Zopakujte merania, tentoraz v rovinách kolmých na os kľukového hriadeľa. Zaznamenajte výsledky všetkých šiestich meraní a porovnajte ich s požiadavkami technické údaje. Ak je rozdiel v priemeroch ktoréhokoľvek z dvoch valcov mimo povoleného rozsahu, valce podliehajú otáčaniu a následnej výmene piestov za nové s vhodnou veľkosťou opravy. Jedinou alternatívou k otáčaniu valcov je úplná výmena bloku s piestami.
5. Použitie záznamov výsledkov meraní priemerov piestov (pozri časť Demontáž, kontrola stavu a montáž zostáv ojníc a piestov), Vypočítajte vôle piestov vo valcoch odčítaním týchto priemerov od priemerov valcov. Keďže požiadavky na uloženie piestov v čase písania tohto návodu nie sú špecifikované výrobcami, požiadajte o Séria špecialistov značkového servisu Škoda.
6. Položte blok na pracovný stôl, kľukovú skriňu nadol a pomocou oceľového pravítka a čepeľovej špáromeru skontrolujte rovinnosť jeho spojovacích plôch. Ak výsledky testu presiahnu výsledky uvedené v technické údaje platnú hodnotu, blok možno opracovať (len pre benzínové motory) alebo vymenené. Pri dieselových motoroch nie je možné blokové otáčanie.
7. Pred montážou motora by sa mali valce vybrúsiť.
8. Zrkadlá valcov zľahka namažte čistým motorovým olejom, aby ste zabránili korózii. Pred začatím montáže blok zabaľte do plastového vrecka a odložte na bezpečné miesto.