
Головка циліндрів (вигляд спереду)
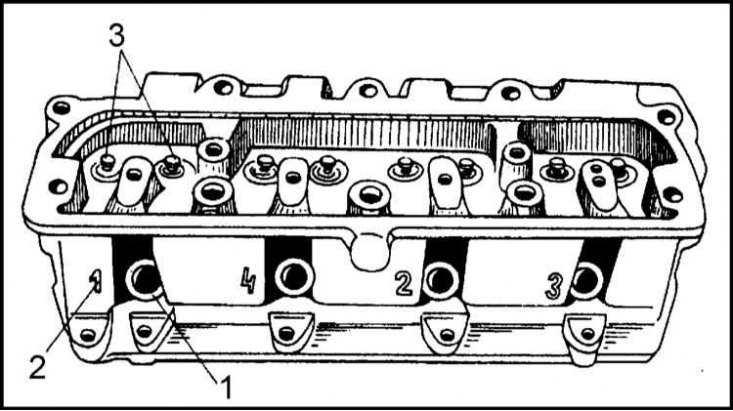
1 - Свічковий отвір; 2 - Мітка приєднання свічкового дроту; 3 - Напрямні втулки клапанів
Головка циліндрів (задній вид)
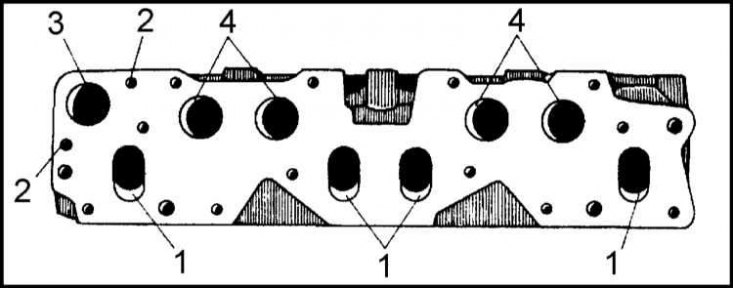
1 – Отвори випускних клапанів; 2 – отвори впускних клапанів; 3 - Отвір виходу охолодної рідини; 4 - Отвори впускних клапанів
Головка циліндрів
Зовнішній вигляд циліндрів головки представлений на ілюстрації.
У головці циліндрів розміщені камери згоряння. В алюмінієве лиття голівки запресовані напрямні втулки клапанів. Втулки виготовлені з чавуну з 0.5% додаванням фосфору.
У стінки камер згоряння головки циліндрів запресовані сідла впускних та випускних клапанів (сідло впускного клапана більше за діаметром).
Впускний та випускний канали виведені на ту саму сторону головки, що дозволяє забезпечити попередній розігрів повітряно-паливної суміші у впускних каналах. Впускні канали мають круглий переріз (Ø 25 мм) та виведені вище випускних, що мають овальний переріз 22х30 мм.
З протилежного боку головки циліндрів передбачені різьбові отвори під установку свічок запалювання (М14х1.25). Поряд зі свічковими нішами нанесені мітки у вигляді цифр від 1 до 4, що вказують на який вивод кришки розподільника запалювання повинен підключатися ВР провід даної свічки.
Водяні галереї з'єднані з вихідним отвором, поблизу якого встановлюється корпус термостата і з отворами впускними, розташованими у верхній частині головки циліндрів, поруч з камерами згоряння.
Поверхня головки, що сполучається з блоком, і внутрішні поверхні камер згоряння піддані ретельній механічній обробці з дотриманням вимог до форми і чистоти, що дозволяє дотримати однаковість обсягів всіх камер згоряння і досягти рівного ступеня стиснення у всіх циліндрах. Крім того, обробка гарантує герметичність стиків.
Головка циліндрів кріпиться до блоку десятьма болтами М11 із шестигранними головками та чотирма гайками, що навертаються на шпильки М8. Сім болтів мають довжину 168 мм, два – 183.5 мм та один – 132.5. У головках болтів є шестигранне заглиблення під прутковий ключ на 10 мм.
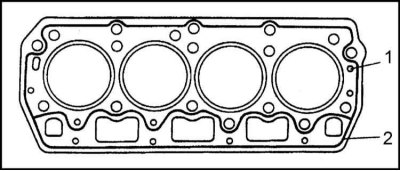
Прокладка головки циліндрів виготовлена з армованого матеріалу, що не містить азбест. Завдяки малій пружності прокладки необхідність підтягування болтів кріплення головки після першої тисячі кілометрів пробігу відпадає.
Зверху головка закрита кришкою, яка також відлита із алюмінієвого сплаву. Кришка головки циліндрів обладнана маслозаливною горловиною, яка закривається пластмасовою пробкою. Герметичність посадки пробки забезпечується за рахунок обладнання її гумовим кільцем ущільнювача 70х60 мм.
Між головкою циліндрів і її кришкою встановлюється гумова прокладка ущільнювача, що запобігає витоку рухового масла.
Блок циліндрів
Блок циліндрів є основною несучою деталлю конструкції силового агрегату. Блок виконаний із легкого алюмінієвого сплаву методом лиття під тиском. Маса блоку складає 13 кг.
У нижній частині блоку циліндрів розташовані три підшипники корінних шийок колінчастого. Колінчастий вал має три корінні шийки (так званий неповноопорний колінчастий вал).
Кришки корінних підшипників виконані з чавуну і, оскільки є незамінними, помічені позначені відповідними цифрами. На другій кришці із зовнішнього боку знаходиться отвір з різьбленням для кріплення маслозабірника масляного насоса.
Кришки корінних підшипників кріпляться болтами М11, необхідне зусилля затягування яких становить 67÷75 Нм).
У блоці циліндрів передбачені канали для охолодної рідини, а також канали для підведення олії.
Різьблення в отворах в блоці під болти кріплення головки циліндрів починається на 30 мм нижче за верхній зріз отвору, завдяки чому забезпечується краща герметичність стику вузлів і знижується концентрація напруг лиття навколо кріплення.
До нижньої частини блоку дев'ятьма болтами М6 кріпиться піддон картера.
Гільзи циліндрів
Гільзи виготовлені із сірого чавуну з додаванням 0.5% фосфору. Гільзи встановлюються в отвори циліндрів у блоці.
Зовнішня поверхня гільз омивається рідиною, що охолоджує, тобто. це так звані "мокрі" гільзи.
Робочі поверхні гільз піддаються хонінгуванню з високою точністю ступенем чистоти.
Кожна з гільз обладнана двома настановними поясками, один із яких розташований зверху, а інший - на відстані близько 2/3 довжини гільзи ближче до нижнього краю останньої.
Для гарантії правильності установки гільз завод-виробник випускає мідні кільцеві шайби товщиною 0.10, 0.12 і 0.14 мм. Добіркою регулювальних шайб домагаються, щоб гільза виступала з камери згоряння на задану висоту. Гільзи мають виступати над поверхнею блоку на 0.07÷0.13 мм.
Гільзи виготовляються з номінальним внутрішнім діаметром 75.5 мм і компонуються до груп за допусками трьох класів: А, В та С (див. Специфікації). Клас гільзи наноситься на її бічній поверхні.
Завод-виробник не передбачає можливості використання ремонтних розмірів.
Газорозподільний механізм
Схема дії ГРМ
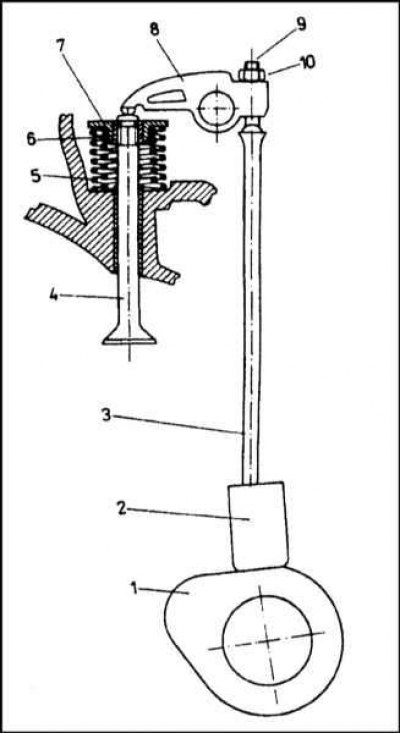
1 – Кулачок розподільного валу; 2 – штовхач; 3 - Штанга штовхача; 4 – Клапан; 5 – Зовнішня пружина; 6 – Внутрішня пружина; 7 – Тарілка; 8 - Коромисло приводу клапана; 9 - Регулювальний гвинт; 10 - Контргайка
Газорозподільний механізм (ГРМ) управляє впуском у циліндри у відповідні моменти свіжої повітряно-паливної суміші та випуском із камер згоряння відпрацьованих газів.
Двигун належить сімейства OHV-агрегатів, тобто. має верхнє розташування клапанів. Розподільний вал відповідно знаходиться внизу. Схема дії механізму представлена на супровідній ілюстрації.
Кулачки розподільного валу, обертаючись, піднімають штовхачі, рух яких через штанги передається коромислам. Коромисла надіті на окрему вісь, закріплену за допомогою кронштейнів на головці циліндрів. Здійснюючи коливальні рухи, коромисла безпосередньо впливають на стрижні клапанів, змушуючи останні відкриватися та закриватися у потрібні моменти часу.
Кожен із клапанів притискається до свого сідла двома пружинами (внутрішньою та зовнішньою). Клапани рухаються у напрямних втулках, запресованих у голівку циліндрів.
Розподільний вал, що управляє функціонуванням клапанів за допомогою восьми кулачків ексцентрикових виконаний з високоякісної сталі. Кулачки загартовані струмом високої частоти. Розподільний вал встановлений у трьох підшипниках ковзання, проточених безпосередньо в лиття блоку циліндрів. Для того, щоб полегшити установку валу в підшипниках, всі три мають різний діаметр. Перша з боку приводу ГРМ шийка має найбільший діаметр, середня - трохи менша, і, нарешті, остання (найближча до маховика), - найменший. Випускаються розподільні вали лише з шийками номінального розміру (див. специфікації).
Кожна пара кулачків керує відкриванням та закриванням клапанів одного циліндра. Розміщення робочих виступів (підйомів) кулачків визначає моменти (кути щодо ВМТ) відкривання та закривання клапанів (див. Специфікації на початку цієї Глави).
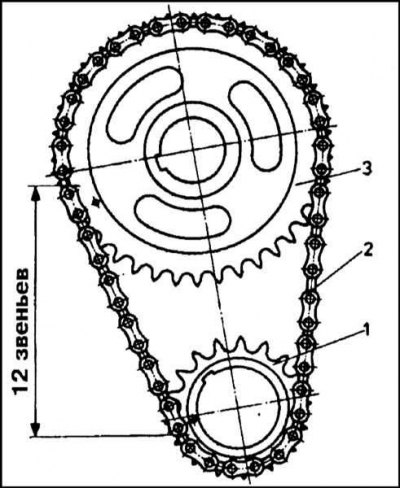
На передню цапфу колінчастого валу встановлена провідна зірочка ланцюга приводу ГРМ. На розподільчому – ведена. Зірочки посаджені на цапфи валів внатяг, заблоковані від провертання сегментними шпонками і притиснуті крутеними в торці цапф болтами.
На розподільчому валу, крім веденої зірочки, встановлена також шестерня приводу масляного насоса та розподільника запалювання. Зважаючи на сказане, життєво важливе значення набуває правильність взаємного положення зірочок, тому що від неї залежить встановлення фаз газорозподілу.
Правильність положення розподільного валу по відношенню до колінчастого досягається шляхом відповідного розміщення міток обох зірочок. Мітки виконані у вигляді неглибоких свердлінь і повинні відстояти один від одного на відстань, що дорівнює 12 ланкам ланцюга. При цьому, ланка, розташована над міткою провідної зірочки, вважається першою, над міткою веденою - дванадцятою.
Товкачі виконані у формі відкритого циліндра Одна сторона днища штовхача, що взаємодіє з кулачком рвала, є плоскою, з іншого передбачено сферичне заглиблення, яке входить торець штанги штовхача. Робоча поверхня штовхача зроблена дуже жорсткою.
Штанги штовхачів передають рух коромислам приводу клапанів. Штанги виготовлені куванням із сталевого прутка із загартованими та відполірованими кінцями. Верхній кінець штанги має форму розтруба, тоді як нижній виконаний у вигляді трохи розширеної півсфери. Штанги штовхачів впускних та випускних клапанів мають однакову довжину.
Коромисла служать передачі руху від штанг штовхачів до стрижням клапанів. Поверхня коромисла, що стикається зі стрижнем клапана відкована. Коромисли впускних і випускних клапанів відрізняються формою, але надіті загальну вісь.
Звернене до штанги штовхача плече коромисла оснащене різьбовим отвором, в який повертається гвинт, обертанням якого можна регулювати тепловий зазор клапана. Головка регулювального гвинта загартована, для блокування передбачена плоска контргайка.
У середній частині коромисла просвердлено датчик-вимикач маленьких каналів. Через один канал здійснюється подача мастила для змащування осі коромисел, через друге масло впорскується між витками клапанних пружин у напрямку стрижня клапана.
Клапани відкривають і закривають впускні і випускні канали камер згоряння, що дозволяє в потрібні моменти часу виконувати заповнення циліндрів свіжою повітряно-паливною сумішшю і відводити з них гази, що відпрацювали.
Клапани виконані із спеціальної сталі. Клапан складається із стрижня та тарілки. Конусна частина тарілки, що прилягає до сідла клапана і носить назву ущільнюючої поверхні, скошена од кутом 45° 30'±5' (у клапанах чеського виробництва), або 44° 50'±20' (у клапанах імпортного виробництва).
Стрижень клапана виконаний зі сталі, тарілка - зі сплаву АКМВ, причому ущільнююча поверхня тарілки додатково покрита шаром спеціального сплаву Stelit F, який оберігає її від руйнівної дії розігрітих до дуже високих температур газів.
Впускні клапани виконані з термостійкої сталі, поверхня тарілки, що ущільнює, формується методом кування. Стрижні клапанів хромуються, що знижує компонент тертя та запобігає ймовірності заклинювання у напрямних втулках.
Матеріали, за умови дотримання періодичності регулювань клапанних зазорів, гарантують справність функціонування клапанів протягом 120 000 км пробігу.
Діаметр тарілки впускного клапана становить 34 мм, випускного – 30 мм. Це зроблено для того, щоб максимально скоротити площу, що контактує з гарячими газами, що відпрацювали. На кінці стрижнів клапанів передбачені канавки під установку сухарів розрізних замків.
Розрізні замки складаються з подвійної конусної втулки – сухарів, які фіксуються на стрижні верхньою тарілкою пружин. Пружини притискають тарілки клапанів ущільнюючими поверхнями до сідла, забезпечуючи тим самим належну герметичність камер згоряння.
Пружини виготовлені із спеціальної сталі. Кожен клапан обладнаний двома циліндричними пружинами: зовнішньою та внутрішньою. Використання двох пружин замість однієї зумовлено тим, що через обмеженість вільного місця, одна пружина не здатна буде забезпечити належне зусилля притискання тарілки до сідла. Пружини завиті у протилежних напрямках, завдяки чому усувається небезпека переплетення їх витків у разі пошкодження.
Висота пружин підібрана таким чином, щоб при максимальному стиску (при відкритому клапані) витки не стикалися між собою.
Нижні витки пружин упираються у поверхню головки циліндрів через сталеву шайбу. Використання таких шайб виявилося вимушеним заходом, оскільки головка циліндрів виконана з м'якого алюмінієвого сплаву.
Верхніми торцями пружини упираються в тарілку, закріплену на кінці стрижня клапана. Номінальні параметри клапанних пружин наведені у Специфікаціях.
Напрямні втулки клапанів виконані із чавуну. Завдання втулок полягає в тому, щоб постійно підтримувати клапан у правильному положенні щодо сідла, забезпечувати його вільне пересування та відводити надлишок тепла. Втулки запресовані у головку циліндрів. Випуск втулок ремонтних розмірів не провадиться.
На втулки надіті олійні ковпачки. З внутрішньої сторони ковпачка передбачений кільцевий виступ, що збирає зі стрижня клапана надлишок олії. У верхній частині ковпачка встановлена невелика кільцева пружина, що забезпечує його постійний притиск до стрижня. Використання масловідбивних ковпачків дозволяє знизити витрату рухової олії, пов'язану з проникненням його в камери згоряння. Відповідно знижується рівень емісії в атмосферу вуглеводневих сполук.
Сідла клапанів забезпечують герметичність закривання клапанів та відведення тепла від останніх. Сідла виконані із спеціального чавуну, мають форму кільця прямокутного перерізу та під дуже високим тиском запресовані у тіло головки циліндрів. Матеріал, що застосовується для виготовлення сідел дозволяє застосовувати для заправки автомобіля як неетильований, так і етильований бензини.