
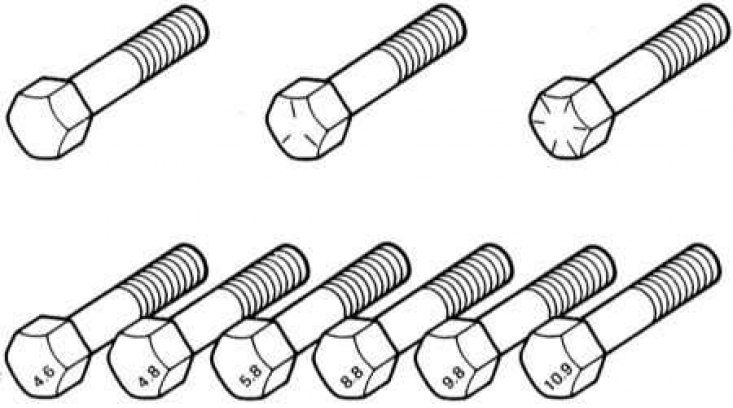
Csavar minőségi jelölése (felső - standard / SAE / USS, alsó - metrikus)
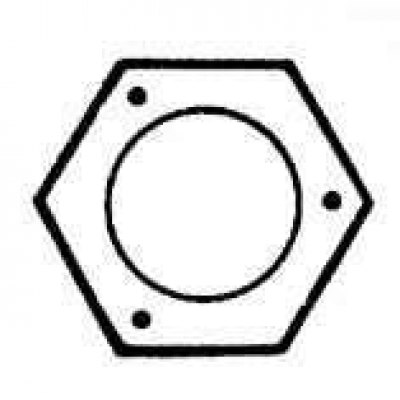
Szilárdsági osztály jelölése szabványos hatlapú anyákhoz
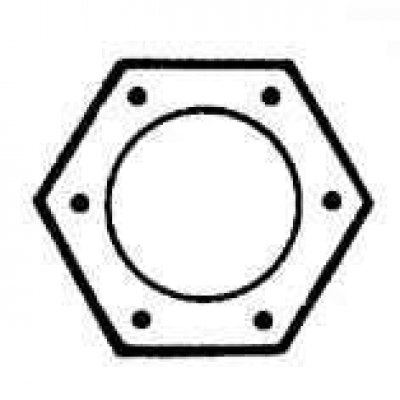
Tulajdonsági osztály jelölése metrikus hatlapú anyákhoz
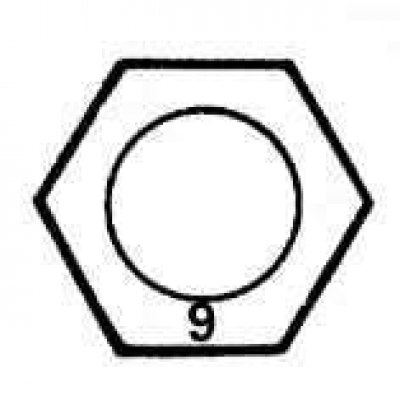
Szilárdsági osztály jelölése metrikus csapokhoz
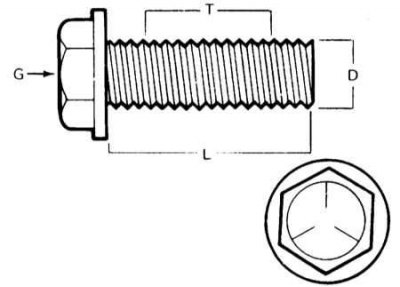
Méretek/szilárdsági osztály szabvány jelölése (SAE és USS) csavarok: G - szilárdsági osztály jelölés; L - hossz (hüvelykben); T - menetemelkedés (szálak száma hüvelykenként); D - névleges átmérő (hüvelykben)
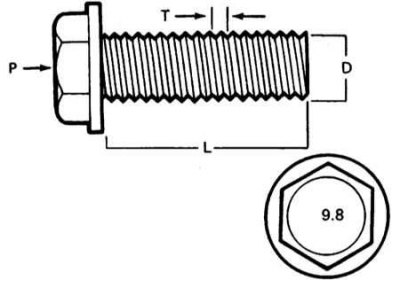
A metrikus csavarok tulajdonságosztályának méretei/jelölése: Pm - szilárdsági osztály; L - hossz (mm-ben); T - menetemelkedés (a szomszédos fordulatok közötti távolság mm-ben); D - névleges átmérő (mm-ben)
Szerviz technológia
Számos módszer létezik a járműkarbantartási és -javítási eljárások végrehajtására, amelyekre az olvasó hivatkozásokat talál a kézikönyv szövegében. Ezek követése hatékonyabbá teszi az amatőr szerelő munkáját, lehetővé teszi a különböző műszaki eljárások legjobb megszervezését és minőségi elvégzését, valamint kulcsa lesz az összes szükséges munka alapos és teljes végrehajtásának.
Kötőelemek
A rögzítőelemek anyák, csavarok, csapok és csavarok, amelyeket két vagy több alkatrész összekapcsolására használnak. A rögzítőelemekkel végzett munka során néhány dolgot szem előtt kell tartani. Szinte minden menetes rögzítőelemben egy vagy másik típusú reteszelő- és reteszelőberendezést használnak. Ezek lehetnek rögzítő alátétek, rögzítőanyák, zárjelzők vagy menetrögzítő keverék. Minden használt rögzítőelemnek teljesen tisztának és egyenesnek kell lennie, sértetlen menetekkel és lekerekítetlen sarkokkal azon hatlapfejeken, amelyekre a csavarkulcsot ráhelyezték. A sérült anyákat és csavarokat hiba nélkül újakra kell cserélni. A speciális, nejlon vagy szálbetétes önzáró anyák nem használhatók fel újra, mivel kioldáskor elveszítik reteszelő tulajdonságaikat, és az összeszerelés során mindig ki kell cserélni.
"függő" A rögzítőket a lecsavarozás megkönnyítése és a visszaadás előtti sérülések elkerülése érdekében speciális áthatoló anyaggal kell kezelni. Sok szerelő inkább terpentint használ erre a célra, amelyet kényelmesen egy speciális, hosszú kifolyócsővel ellátott kis tartályból alkalmaznak. Miután megnedvesítette a rögzítőelemeket egy áthatoló anyaggal, hagyja, hogy a vegyület néhány percig alaposan átitassa az oxidált érintkezőréteget. Az erősen rozsdás kötőelemek vésővel, fémfűrésszel vághatók le, vagy speciális villáskulccsal távolíthatók el.
A csavarfej levágásakor vagy a szerelvényen lévő csap letörésekor a menetes rész többi része kifúrható vagy eltávolítható speciális kihúzóval. A legtöbb karosszériaműhely ezt éppúgy fel tudja vállalni, mint másokat (például menetes lyukak lecsupaszított meneteinek javítása), javítási eljárások.
A lapos alátéteket és a biztosító alátéteket összeszereléskor mindig vissza kell helyezni eredeti helyükre. Mindig cserélje ki a sérült alátéteket újakra. A zár alátét és a puha fémfelület között (pl alumínium), vékony fémlemez vagy műanyag, lapos alátéteket mindig be kell szerelni.
A rögzítőelemek méretei
Az autógyártók számos okból egyre gyakrabban alkalmazzák a metrikus rögzítőelemeket. Fontos azonban tudni, hogy mi a különbség a néha használt szabványok között (amerikai vagy SAE szabványnak is nevezik) és univerzálisabb a metrikus rögzítőkkel ellátott mérési rendszerben, mivel a külső hasonlóság ellenére nem cserélhetők fel.
Minden csavar, mind a szabványos, mind a metrikus, átmérő, menetemelkedés és hosszúság szerint van besorolva. Például egy szabványos 1/2-13x1 csavar fél hüvelyk átmérőjű, 13 menet hüvelykenként és 1 hüvelyk hosszú. Az M12-1,75x25 metrikus csavar átmérője 12 mm, menetemelkedés (a szomszédos fordulatok közötti távolság) 1,75 mm és 25 mm hosszú. Mindkét csavar kívülről majdnem azonos, de nem cserélhetők fel.
A felsorolt jellemzők mellett a metrikus és a szabványos csavarok is azonosíthatók a fejre nézve. Kezdetben a metrikus csavar fejének síkjai közötti távolságot mm-ben mérik, míg egy szabványos csavarnál hüvelykben (ugyanez igaz a diófélékre is). Ennek következtében a szabványos csavarkulcs nem alkalmas metrikus rögzítőelemekkel való használatra, és fordítva. Ezenkívül a legtöbb szabványos csavar fején általában sugárirányú bevágások vannak, amelyek meghatározzák a csavar megengedett legnagyobb meghúzási nyomatékát (szilárdsági fok). Minél több bevágás, annál nagyobb a megengedett erő (járműveken általában 0-5 szilárdsági osztályú csavarokat használnak). A metrikus csavarok szilárdsági osztályát numerikus kód határozza meg. A kódszámokat általában a csavar fejére öntik, mint a szabványos rögzítőkön (járműveken általában 8.8, 9.8 és 10.9 szilárdsági osztályú csavarokat használnak).
Ezenkívül a szilárdsági osztály jelei szerint a szabványos anyák megkülönböztethetők a metrikus anyáktól. A szabványos anyák szilárdsági osztályának azonosítására pontjeleket használnak, amelyeket az anya egyik végfelületére bélyegeznek, míg a metrikus anyákat ismét digitális kóddal jelölik. Minél nagyobb a pontok száma, vagy minél nagyobb a digitális kód értéke, annál nagyobb az anya megengedett meghúzási nyomatéka.
A metrikus szegecsek végeit is jelöljük szilárdsági osztályuk szerint. A nagy csapokra digitális kódot alkalmaznak, míg a kisebbeket geometriai alakzatok formájában jelölik.
Meg kell jegyezni, hogy a rögzítőelemek jelentős része, különösen a 0-tól 2-ig terjedő szilárdsági osztály, egyáltalán nincs megjelölve. Ebben az esetben az egyetlen módja annak, hogy megkülönböztessük a szabványos rögzítőelemet a metrikus rögzítőelemtől, ha megmérjük a menetemelkedést, vagy összehasonlítjuk a menetet egy egyedileg azonosított csavarral.
A szabványos kötőelemeket gyakran SAE kötőelemeknek is nevezik, szemben a metrikus kötőelemekkel, azonban nem szabad elfelejteni, hogy csak a kis kötőelemek tartoznak a SAE besorolás alá. A nem metrikus menetű nagy kötőelemek amerikai szabványos rögzítők (USS).
Mivel az azonos geometriai méretű kötőelemek (szabványos és metrikus egyaránt) eltérő szilárdsági osztályúak lehetnek, a csavarok, anyák és tőcsavarok cseréjekor az autón ügyelni kell arra, hogy az új rögzítőelem szilárdsági osztálya megfeleljen a régi szilárdsági osztályának.
A menetes csatlakozások meghúzásának eljárása és eljárása
A legtöbb menetes csatlakozás meghúzását a jelen kézikönyv egyes fejezeteinek elején megadott specifikációk követelményei által meghatározott erőkkel kell elvégezni (kötőelem meghúzási erő alatt a meghúzáskor rá ható nyomatékot értjük). A rögzítő túlzott meghúzása tönkreteheti a rögzítő épségét, míg az elégtelen meghúzás az illeszkedő alkatrészek bizonytalan csatlakozásához vezet. A csavarok, csavarok és csapok, az anyagtól és a menetes rész átmérőjétől függően, általában szigorúan meghatározott megengedett meghúzási erőkkel rendelkeznek, amelyek közül sok, mint fentebb már említettük, a specifikációk elején található. Fejezet. Szigorúan tartsa be a járművön használt rögzítőelemek meghúzási erejére vonatkozó ajánlásokat. A Műszaki adatokban nem említett rögzítőelemek meghúzásához használja az alábbi nyomatéktáblázatot. A táblázatban megadott értékek a 2. és 3. szilárdsági osztályú kötőelemeken alapulnak (A magasabb minőségű rögzítőelemek nagyobb meghúzást tesznek lehetővé), emellett közérthető, hogy a szigorítás a száraz (kenés nélküli menettel) acélba csavart vagy öntött rögzítők (nem alumínium) Részlet.
Metrikus menetméretek
| M-6 | 9-12 Nm |
| M-8 | 19-28 Nm |
| M-10 | 38-54 Nm |
| M-12 | 68-96 Nm |
| M-14 | 109-154 Nm |
Csőmenet méretei
| 1/8 | 7-10 Nm |
| 1/4 | 17-24 Nm |
| 3/8 | 30-44 Nm |
| 1/2 | 34-47 Nm |
Amerikai szabványos menetméretek
| 1/4 - 20 | 9-12 Nm |
| 5/16 - 18 | 17-24 Nm |
| 5/16 - 24 | 19-27 Nm |
| 3/8 - 16 | 30-43 Nm |
| 3/8 - 24 | 37-51 Nm |
| 7/16 - 24 | 55-74 Nm |
| 7/16 - 20 | 55-81 Nm |
| 1/2 - 13 | 75-108 Nm |
Rögzítőelemek bármely rész kerülete körül (mint például a hengerfejcsavarok, az olajteknő és a különféle burkolatok) az alkatrész deformációjának elkerülése érdekében szigorúan meghatározott sorrendben kell megadni és meghúzni. Az ilyen rögzítőelemek meghúzásának és visszahúzásának eljárását az Útmutató vonatkozó fejezetei ismertetik. Hacsak nincs külön megrendelés, a következő utasításokat kell követni az alkatrész torzulásának elkerülése érdekében. Az első szakaszban minden csavart vagy anyát ujjal meg kell szorítani. Továbbá mindegyiket egymás után meg kell húzni egy újabb teljes fordulatig, és az egyik csavarról / anyáról a másikra átlós sorrendben kell áttérni (keresztbe-kasul). Ezután visszatérve az első csavarhoz / anyához, ismételje meg az eljárást ugyanabban a sorrendben, és húzza meg a rögzítőelemeket még fél fordulattal. Folytassa az eljárást az egyes csavarok/anyák meghúzásával, ezúttal már negyed fordulattal egy menetben, amíg mindegyiket meg nem húzza a szükséges nyomatékkal. A rögzítőelemek kioldásakor hasonló módon járjon el, de fordított sorrendben.
Az alkatrészek szétszerelése
Az összes alkatrész szétszerelését úgy kell elvégezni, hogy a szerelés során minden alkatrész az eredeti helyére és a megfelelő módon beépíthető legyen. Ne feledje az összeállítás jellemző külső jellemzőit, ha szükséges, készítsen leszállási jelölést azokon az alkatrészeken, amelyek félreérthető módon beszerelhetők (pl. hornyolt nyomóalátét a tengelyen). Az eltávolított részeket célszerű egy tiszta munkafelületre helyezni az eltávolítás sorrendjében. Hasznos lesz egyszerű sematikus vázlatok elkészítése vagy lépésről lépésre fényképek készítése a leszerelendő alkatrészről.
A rögzítőelemek megadásakor próbálja meg megjelölni az eredeti helyzetét a szerelvényen. Gyakran előfordul, hogy a rögzítőket és alátéteket a megfelelő alkatrész eltávolítása után azonnal visszahelyezi, elkerüli az összeszerelés közbeni zavart. Ha ez nem lehetséges, akkor az összes rögzítőelemet egy speciálisan erre a célra előkészített, részekre bontott és megfelelően felcímkézett dobozba kell helyezni, vagy egyszerűen külön feliratozott dobozokba. Ez a művelet különösen akkor hasznos, ha sok apró alkatrészből álló alkatrészekkel foglalkozik, mint például a karburátor, a generátor, a szelepsor, a műszerfal vagy a díszelemek.
Az elektromos érintkezők és csatlakozók leválasztásakor ügyelni kell a vezetékek vagy kábelkötegek ragasztószalaggal történő megjelölésére, digitális vagy betűkóddal.
Tömítő felületek
Minden járműben tömítéseket használnak a két vagy több alkatrész illeszkedő felületeinek csatlakozási pontjainak tömítésére, valamint az olajok és folyadékok szivárgásának megakadályozására, valamint a nagy nyomás vagy vákuum fenntartására az egységen belül.
Az ilyen tömítéseket beszerelés előtt gyakran folyékony vagy paszta tömítőanyaggal vonják be (tömítőanyag). Gyakran az idő, a hőmérséklet vagy a nyomás hatására egy ilyen erős "ragasztás" felületek egymáshoz illesztése, így az alkatrészek szétválasztása nehéz feladattá válik. Az ilyen csomópontok sikeres feldarabolását sok esetben segíti, ha az alkatrészeket kívülről a kötés kerülete mentén puha felületű kalapáccsal ütögetjük. Használhat erre a célra egy közönséges kalapácsot is, átütve egy fa vagy műanyag távtartón. Az öntött házakat és a törékeny alkatrészeket nem szabad megütögetni. Ha ilyen jellegű probléma lép fel, először mindig ellenőrizze, hogy az összes rögzítőelemet eltávolította-e.
Kerülje az alkatrészek kifeszítését csavarhúzóval vagy feszítőrúddal az illesztési területbe, mivel a tömítőfelületek könnyen megsérülhetnek, ami további szivárgások kialakulásához vezet. Ha rángatózik "megragadt" Az összeszerelési elemeket nem lehet elkerülni, használjon erre a célra a régi becslésből származó tollat, de ne feledje, hogy miután az összes keletkezett forgácsot óvatosan el kell távolítani mind az illeszkedő felületekről, mind a szerelvény belsejéből.
Az alkatrészek szétválasztása után az illeszkedő felületeiket gondosan meg kell tisztítani, lekaparva a régi tömítésanyag nyomait. A megszilárdult töredékeket rozsdaátalakítóval vagy speciális kémiai összetétellel előlágyíthatjuk, majd kaparóval eltávolíthatjuk az illeszkedő felületről. Ebben az esetben egy lapított és hegyes végű rézcsődarab használható kaparóként. Erre a célra rézcsövek használata javasolt, mivel a réz általában puhább, mint az autókban használt anyagok, ami csökkenti az illeszkedő felület sérülésének kockázatát. A tömítések egy része könnyen eltávolítható rézkefével, azonban az alkalmazott módszertől függetlenül az illeszkedő felületeknek teljesen tisztának és száraznak kell lenniük. Ha az illeszkedő felület bármilyen okból megsérül, töltse fel a hibákat tömítőanyaggal az alkatrészek összeszerelése előtt. A legtöbb esetben nem térhálósítót kell használni (vagy részben lefagyott) tömítőanyag.
Tippek a tömlő eltávolításához
Figyelem! Ha autója klímarendszerrel van felszerelve, soha ne húzzon le semmilyen tömlőt a rendszerelemekről, amíg a Skoda hivatalos szervizműhelye vagy klímatechnikai szakembere le nem ürítette az utat.
A tömlők eltávolításakor betartandó óvintézkedések nagyon hasonlóak a tömítések eltávolításához. Kerülje el azon szerelvények és csövek felületeinek sérülését, amelyekre a tömlők végeit húzzák, mert ez szivárgást okozhat. Ez utóbbi különösen a hűtőtömlők eltávolításának eljárására vonatkozik. A hűtőrendszer traktusában lejátszódó különféle kémiai reakciók miatt gyakran előfordul "ragasztás" gumitömlők a szerelvények és elágazó csövek csatlakozófelületeihez. A tömlő eltávolításához először lazítsa meg a bilincset, amely azt a szerelvényhez rögzíti. Ezután fogóval fogja meg a bilincs közelében lévő tömlőt, és kezdje el forgatni a szerelvényen / csatlakozó csövön jobbról balra. Folytassa az eljárást, amíg a tömlő teljesen szabaddá válik, majd távolítsa el a tömlőt a szerelvényről. Egy kis mennyiségű szilikon vagy más kenőanyag a szerelvény és a tömlő közötti résbe juttatva megkönnyíti a munkát. A tömlő felszerelése előtt kenje meg a végével szomszédos belső felületet, valamint a szerelvény külső felületét szappanos vízzel vagy kis mennyiségű szilikonzsírral.
Végső esetben, vagy ha feltétlenül szükséges a tömlő cseréje újjal, a idomra helyezett tömlő vége késsel levágható, majd leválasztható a szerelvény felületéről. Ugyanakkor késsel ne sértse meg az idom / csatlakozó cső fémét.
Ha a tömlőbilincs sérült, cserélje ki egy újra. A csavaros bilincsek általában idővel meglazulnak, ezért állapottól függetlenül célszerű alkalmanként csavaros bilincsekre cserélni.