
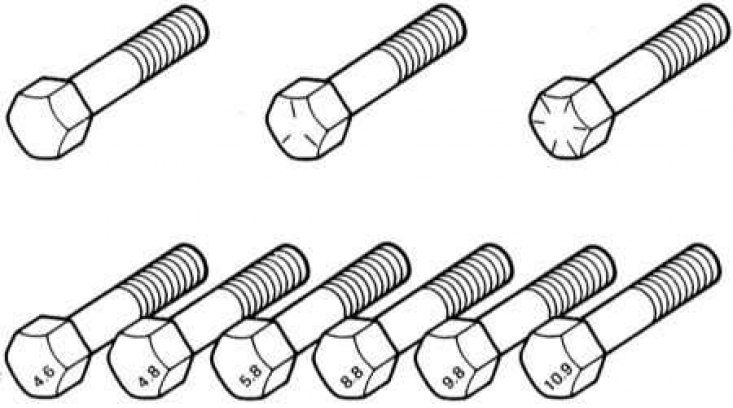
Označenie triedy skrutiek (hore - štandardné / SAE / USS, dole - metrické)
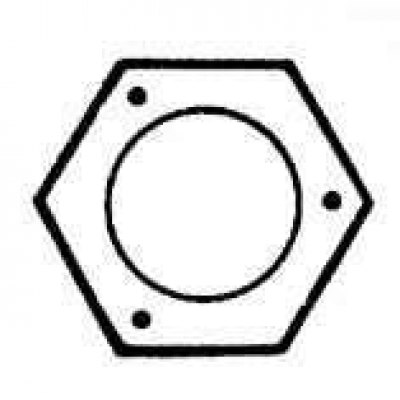
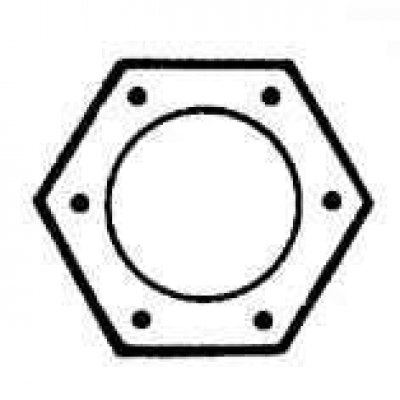
Označenie triedy pevnosti pre štandardné šesťhranné matice
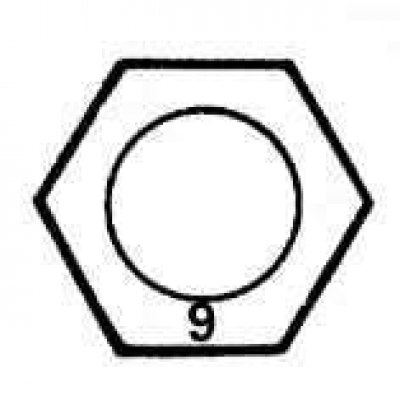
Označenie triedy vlastností pre metrické šesťhranné matice
Označenie triedy pevnosti pre metrické čapy
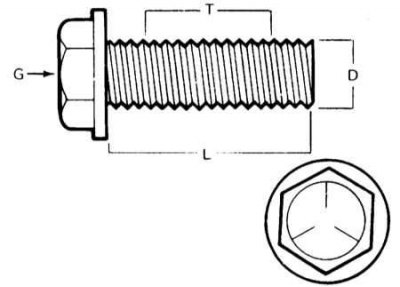
Rozmery/označenie normy pevnostnej triedy (SAE a USS) skrutky: G - označenie triedy pevnosti; L - dĺžka (v palcoch); T - stúpanie závitu (počet vlákien na palec); D - menovitý priemer (v palcoch)
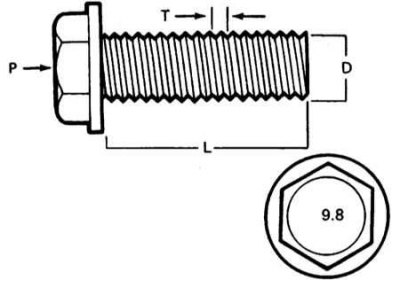
Rozmery/označenie triedy vlastností metrických skrutiek: Pm - trieda pevnosti; L - dĺžka (v mm); T - stúpanie závitu (vzdialenosť medzi susednými závitmi v mm); D - menovitý priemer (v mm)
Servisná technika
Existuje niekoľko spôsobov vykonávania postupov údržby a opráv vozidla, na ktoré čitateľ nájde odkazy v texte tohto návodu. Ich dodržiavanie zefektívni prácu amatérskeho mechanika, umožní najlepšiu organizáciu a kvalitné prevedenie rôznych technických postupov a bude kľúčom k dôkladnej a kompletnej realizácii všetkých potrebných prác.
Spojovacie prvky
Spojovacie prvky sú matice, skrutky, čapy a skrutky, ktoré sa používajú na spojenie dvoch alebo viacerých častí dohromady. Pri práci so spojovacími prvkami je potrebné mať na pamäti niekoľko vecí. Takmer v každom závitovom spojovacom prvku sa používa jeden alebo iný typ uzamykacích a uzamykacích zariadení. Môžu to byť poistné podložky, poistné matice, zámkové vlajky alebo zmes na zaistenie závitov. Všetky použité upevňovacie prvky musia byť úplne čisté a rovné, s neporušenými závitmi a nezaoblenými rohmi šesťhranných hláv, na ktoré sa nasadzuje kľúč. Malo by byť pravidlom bezpodmienečne nahradiť poškodené matice a skrutky novými. Špeciálne samosvorné matice s nylonovými alebo vláknitými vložkami nie je možné opätovne použiť, pretože po uvoľnení strácajú svoje uzamykacie vlastnosti a musia sa pri montáži vždy vymeniť.
"závislý" upevňovacie prvky na uľahčenie odskrutkovania a zabránenie poškodeniu pred vrátením musia byť ošetrené špeciálnou penetračnou zmesou. Mnoho mechanikov na tento účel uprednostňuje použitie terpentínu, ktorý sa pohodlne nanáša zo špeciálneho malého kanistra s dlhým výtokom. Po navlhčení spojovacích prvkov penetračnou hmotou nechajte hmotu niekoľko minút dôkladne namočiť zoxidovanú kontaktnú vrstvu. Silne zhrdzavené spojovacie prvky je možné odrezať dlátom, vyrezať pílkou alebo odstrániť pomocou špeciálneho kľúča.
Pri odrezaní hlavy skrutky alebo odlomení čapu na zostave je možné zvyšok závitovej časti vyvŕtať alebo odstrániť pomocou špeciálneho vyťahovača. Väčšina autolakovní to dokáže prevziať rovnako ako iné (oprava odizolovaných závitov v závitových otvoroch), postupy opravy.
Ploché podložky a poistné podložky sa musia pri opätovnej montáži vždy vrátiť na pôvodné miesta. Poškodené podložky vždy vymeňte za nové. Medzi poistnou podložkou a mäkkým kovovým povrchom (napríklad hliník), tenký plech alebo plast, mali by byť vždy nainštalované ploché podložky.
Rozmery upevňovacieho prvku
Z mnohých dôvodov výrobcovia automobilov čoraz viac používajú metrické spojovacie prvky. Je však dôležité poznať rozdiel medzi niekedy používaným štandardom (tiež nazývaný americký alebo SAE štandard) a univerzálnejšie v systéme mier s metrickými spojovacími prvkami, pretože napriek vonkajšej podobnosti nie sú zameniteľné.
Všetky skrutky, štandardné aj metrické, sú klasifikované podľa priemeru, stúpania závitu a dĺžky. Napríklad štandardná skrutka 1/2-13x1 má priemer pol palca, 13 závitov na palec a dĺžku 1 palec. Metrická skrutka M12-1,75x25 má priemer 12 mm, stúpanie závitu (vzdialenosť medzi susednými zákrutami) 1,75 mm a 25 mm dlhé. Obidve skrutky sú navonok takmer identické, ale nie sú zameniteľné.
Okrem uvedených funkcií možno metrické aj štandardné skrutky identifikovať pohľadom na hlavu. Na začiatok sa vzdialenosť medzi ploškami hlavy metrickej skrutky meria v mm, zatiaľ čo pre štandardnú skrutku je to v palcoch (to isté platí pre orechy). V dôsledku toho nie je štandardný kľúč vhodný na použitie s metrickými spojovacími prvkami a naopak. Hlavy väčšiny štandardných skrutiek majú navyše zvyčajne radiálne zárezy, ktoré určujú maximálny povolený uťahovací moment skrutky (stupeň pevnosti). Čím viac zárezov, tým vyššia je prípustná sila (na vozidlách sa zvyčajne používajú skrutky pevnostnej triedy 0 až 5). Trieda pevnosti metrických skrutiek je určená číselným kódom. Kódové čísla sú zvyčajne odliate, ako na štandardných spojovacích materiáloch, na hlave skrutky (na vozidlách sa zvyčajne používajú skrutky pevnostných tried 8.8, 9.8 a 10.9).
Tiež podľa značiek pevnostnej triedy možno odlíšiť štandardné matice od metrických. Na identifikáciu triedy pevnosti štandardných matíc sa používajú bodové značky vyrazené na jednej z koncových plôch matice, zatiaľ čo metrické matice sú označené opäť digitálnym kódom. Čím väčší je počet bodov alebo čím väčšia je hodnota digitálneho kódu, tým vyšší je povolený uťahovací moment matice.
Konce metrických kolíkov sú tiež označené podľa triedy pevnosti. Na veľké kolíky sa aplikuje digitálny kód, zatiaľ čo menšie sú označené vo forme geometrických tvarov.
Treba poznamenať, že významná časť spojovacích prvkov, najmä trieda pevnosti od 0 do 2, nie je vôbec označená. V tomto prípade je jediným spôsobom, ako rozlíšiť štandardný spojovací prvok od metrického, zmerať stúpanie závitu alebo porovnať závit s jednoznačne identifikovaným.
Štandardné spojovacie prvky sa tiež často označujú ako spojovacie prvky SAE, na rozdiel od metrických spojovacích prvkov, je však potrebné pamätať na to, že do klasifikácie SAE spadajú iba malé spojovacie prvky. Veľké spojovacie prvky s nemetrickými závitmi sú americké štandardné spojovacie prvky (USS).
Pretože spojovacie prvky rovnakej geometrickej veľkosti (štandardné aj metrické) môže mať rôzne triedy pevnosti, pri výmene skrutiek, matíc a svorníkov na aute by sa mala venovať pozornosť zhode triedy pevnosti nového upevňovacieho prvku, ktorý sa montuje, s triedou pevnosti starého.
Postup a postup pri uťahovaní závitových spojov
Uťahovanie väčšiny závitových spojov by sa malo vykonávať silami určenými požiadavkami špecifikácií uvedených na začiatku každej kapitoly tohto návodu (sila uťahovania upevňovacieho prvku sa chápe ako krútiaci moment, ktorý naň pôsobí pri uťahovaní). Prílišné utiahnutie spojovacieho prvku môže narušiť celistvosť spojovacieho prvku, zatiaľ čo nedostatočné utiahnutie vedie k neistému spojeniu spojovacích komponentov. Skrutky, skrutky a čapy, v závislosti od materiálu, z ktorého sú vyrobené, a od priemeru závitovej časti majú zvyčajne presne definované prípustné uťahovacie sily, z ktorých mnohé, ako už bolo spomenuté vyššie, sú uvedené v špecifikáciách na začiatku každého kapitola. Prísne dodržujte uvedené odporúčania o sile uťahovania upevňovacích prvkov používaných na vozidle. Pre uťahovanie upevňovacích prvkov, ktoré nie sú uvedené v špecifikáciách, použite nižšie uvedenú tabuľku krútiaceho momentu. Hodnoty uvedené v tabuľke sú založené na spojovacích prvkoch pevnostných tried 2 a 3 (Upevňovacie prvky vyššej triedy umožňujú väčšie utiahnutie), okrem toho sa rozumie, že sprísnenie suš (s nemazaným závitom) upevňovacie prvky zaskrutkované do ocele alebo odliatku (nie hliník) detail.
Veľkosti metrických závitov
| M-6 | 9 - 12 Nm |
| M-8 | 19 - 28 Nm |
| M-10 | 38 - 54 Nm |
| M-12 | 68 - 96 Nm |
| M-14 | 109 - 154 Nm |
Veľkosti potrubných závitov
| 1/8 | 7 - 10 Nm |
| 1/4 | 17 - 24 Nm |
| 3/8 | 30 - 44 Nm |
| 1/2 | 34 - 47 Nm |
Americké štandardné veľkosti závitov
| 1/4 - 20 | 9 - 12 Nm |
| 5/16 - 18 | 17 - 24 Nm |
| 5/16 - 24 | 19 - 27 Nm |
| 3/8 - 16 | 30 - 43 Nm |
| 3/8 - 24 | 37 - 51 Nm |
| 7/16 - 24 | 55 - 74 Nm |
| 7/16 - 20 | 55 - 81 Nm |
| 1/2 - 13 | 75 - 108 Nm |
Upevňovacie prvky umiestnené po obvode ktorejkoľvek časti (ako sú skrutky hlavy valcov, olejová vaňa a rôzne kryty) aby sa predišlo deformácii dielu, musí sa dať a utiahnuť v presne definovanom poradí. Postup uťahovania a sťahovania takýchto spojovacích prvkov je uvedený v príslušných kapitolách príručky. Ak nie je špecifikovaná špeciálna objednávka, mali by sa dodržiavať nasledujúce pokyny, aby sa predišlo deformácii komponentu. V prvej fáze musia byť všetky skrutky alebo matice dotiahnuté prstami. Ďalej musí byť každý z nich postupne utiahnutý o ďalšie úplné otočenie a prechod z jednej skrutky / matice na druhú sa musí vykonať v diagonálnom poradí (krížovka). Potom sa vráťte k prvej skrutke / matici a zopakujte postup v rovnakom poradí a utiahnite upevňovacie prvky o ďalšiu polovicu otáčky. Pokračujte v postupe uťahovaním každej skrutky/matice, tentoraz už o štvrť otáčky jedným ťahom, kým nie sú všetky utiahnuté na požadovaný krútiaci moment. Pri uvoľňovaní upevňovacích prvkov postupujte podobne, ale v opačnom poradí.
Demontáž komponentov
Demontáž všetkých komponentov musí byť vykonaná tak, aby pri montáži bolo možné každý diel nainštalovať na svoje pôvodné miesto a správnym spôsobom. Pamätajte na charakteristické vonkajšie znaky zostavy, ak je to potrebné, urobte pristávacie označenie častí, ktoré je možné inštalovať na miesto nejednoznačným spôsobom (napríklad drážkovaná prítlačná podložka na hriadeli). Odstránené diely je dobré položiť na čistú pracovnú plochu v poradí, v akom boli odstraňované. Bude tiež užitočné nakresliť jednoduché schematické náčrty alebo urobiť fotografie krok za krokom komponentu, ktorý sa má demontovať.
Keď dávate upevňovacie prvky, snažte sa označiť ich pôvodnú polohu na zostave. Opätovná inštalácia upevňovacích prvkov a podložiek ihneď po odstránení zodpovedajúcej časti často zabráni zmätku počas montáže. Ak to nie je možné, všetky upevňovacie prvky by sa mali umiestniť do škatule špeciálne pripravenej na tento účel, rozdelené na sekcie a vhodne označené, alebo jednoducho do samostatných označených škatúľ. Tento postup je užitočný najmä pri práci s komponentmi, ktoré pozostávajú z mnohých malých častí, ako je karburátor, alternátor, ventilový rozvod, prístrojová doska alebo ozdobné prvky.
Pri odpájaní elektrických kontaktov a konektorov je potrebné venovať pozornosť označovaniu vodičov alebo zväzkov pomocou lepiacej pásky s digitálnym alebo písmenovým kódom.
Tesniace plochy
Na všetkých vozidlách sa tesnenia používajú na utesnenie spojenia spojovacích plôch dvoch alebo viacerých častí a slúžia na zabránenie úniku olejov a kvapalín a na udržanie vysokého tlaku alebo podtlaku vo vnútri zostavy.
Často sú takéto tesnenia pred inštaláciou potiahnuté tekutou alebo pastovou tesniacou hmotou (tmel). Často pod vplyvom času, teplôt alebo tlaku taký silný "lepenie" párovanie povrchov k sebe, takže oddelenie častí sa stáva náročnou úlohou. V mnohých prípadoch k úspešnému rozkúskovaniu takýchto uzlov napomáha poklepávanie komponentov zvonku po obvode spoja kladivom s mäkkým čelom. Na tento účel môžete použiť aj obyčajné kladivo, ktoré prerazí drevenú alebo plastovú rozperu. Liatinové kryty a krehké komponenty by sa nemali dotýkať. Keď sa vyskytne tento typ problému, vždy najskôr skontrolujte, či boli odstránené všetky upevňovacie prvky.
Vyhýbajte sa páčeniu dielov skrutkovačom alebo páčidlom vloženým do oblasti spoja, pretože tesniace plochy sa môžu ľahko poškodiť, čo ďalej povedie k vzniku netesností. Ak trhne "zaseknutý" montážnym prvkom sa nedá vyhnúť, na tento účel použite pero zo starého odhadu, ale pamätajte, že po všetkých vytvorených trieskach je potrebné opatrne odstrániť ako zo spojovacích plôch, tak aj zvnútra zostavy.
Po oddelení dielov je potrebné ich spojovacie plochy dôkladne očistiť a zoškrabať stopy starého tesniaceho materiálu. Vytvrdené úlomky môžu byť vopred zmäkčené konvertorom hrdze alebo špeciálnym chemickým zložením a potom odstránené zo spojovacieho povrchu škrabkou. V tomto prípade možno ako škrabku použiť kus medenej rúrky so splošteným a zahroteným koncom. Na tento účel sa odporúča použiť medené rúrky, pretože meď je zvyčajne mäkšia ako materiály používané v automobiloch, čo znižuje riziko poškodenia spojovacieho povrchu. Niektoré zvyšky tesnenia možno ľahko odstrániť medenou kefou, avšak bez ohľadu na použitú metódu musia byť spojovacie plochy úplne čisté a suché. Ak je z nejakého dôvodu poškodená spojovacia plocha, pred montážou komponentov vyplňte chyby tesniacim tmelom. Vo väčšine prípadov by ste mali použiť nevytvrdzujúci (alebo čiastočne zmrazené) tmel.
Tipy na odstránenie hadice
Pozor! Ak je vaše vozidlo vybavené klimatizáciou, nikdy neodpájajte žiadne hadice od komponentov systému, kým cestu nevypustí autorizovaný servis Škoda alebo odborník na klimatizáciu.
Opatrenia, ktoré je potrebné prijať pri odstraňovaní hadíc, sú veľmi podobné opatreniam pri odstraňovaní tesnení. Zabráňte poškodeniu povrchov armatúr a potrubí, na ktoré sú natiahnuté konce hadíc, pretože to môže spôsobiť vznik netesností. To platí najmä pre postup odstraňovania hadíc chladiča. V dôsledku rôznych chemických reakcií prebiehajúcich v trakte chladiaceho systému k nemu často dochádza "lepenie" gumové hadice na spojovacie plochy armatúr a odbočiek. Ak chcete hadicu odstrániť, najskôr uvoľnite svorku, ktorá ju pripevňuje k armatúre. Potom uchopte hadicu v blízkosti svorky pomocou klieští a začnite ňou otáčať na armatúre / spojovacej rúre sprava doľava. Pokračujte v postupe, kým sa hadica úplne neuvoľní, potom hadicu vyberte z armatúry. Malé množstvo silikónu alebo iného maziva zavedené do medzery medzi armatúrou a hadicou uľahčí prácu. Pred inštaláciou hadice namažte vnútorný povrch susediaci s koncom, ako aj vonkajší povrch armatúry roztokom mydlovej vody alebo malým množstvom silikónového tuku.
V krajnom prípade, alebo ak je bezpodmienečne nutné vymeniť hadicu za novú, je možné koniec hadice nasadenej na tvarovku odrezať nožom a následne oddeliť od povrchu tvarovky. Zároveň sa snažte nožom nepoškodiť kov tvarovky / spojovacej rúrky.
Ak je hadicová svorka poškodená, vymeňte ju za novú. Skrutkové svorky sa zvyčajne časom uvoľnia, takže bez ohľadu na stav je najlepšie ich príležitostne nahradiť skrutkovými svorkami.