
Чишћење
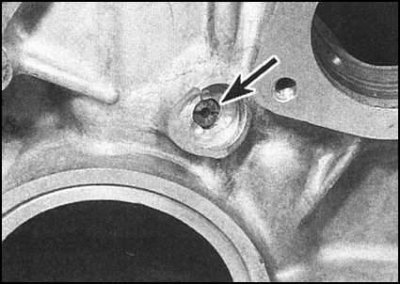
1. Уклоните све додатке и компоненте са јединице, као и електричне сензоре и прекидаче. За потпуно чишћење, потребно је уклонити и чепове водених галерија - избушити мале рупе у чеповима, зашрафити у њих завртње за самопрезивање и, ухвативши главе шрафова клештима, извадити чепове из блока..
2. Састружите све трагове старог материјала заптивке и заптивача са спојних површина блока. Пазите да не оштетите површине заптивке/заптивке.
3. Уклоните све чепове са уљног канала (где су обезбеђени). Чепови су веома чврсти и можда ће их требати избушити и поново навући славином. Приликом склапања мотора обавезна је замена утикача.
4. Ако је кућиште радилице веома прљаво, мораћете да прибегнете чишћењу паром. Након враћања блока са чишћења, потребно је поново очистити токове уља и галерије. Исперите све унутрашње шупљине блока топлом водом. Наставите са испирањем док чиста вода не потече из рупа. Темељно осушите блок, а затим лагано подмажите његове спојне површине и огледала цилиндра уљем да бисте спречили корозију. Ако имате приступ извору компримованог ваздуха, користите га да убрзате процес сушења и издувате отворе, канале и галерије.
Пажња! Носите заштитне наочаре када користите компримовани ваздух!
5. Ако кућиште мотора није превише прљаво, биће довољно да га оперете врелом водом са сапуном користећи чврсту четку. Не би требало да покушавате да уштедите време на прању блока - подузмите ову процедуру са свом одговорношћу. Без обзира на изабрану методу чишћења, као резултат тога, све рупе и канали за уље треба да буду апсолутно чисти, а блок треба да се добро осуши. Да бисте спречили корозију, лагано подмажите огледала цилиндра уљем.
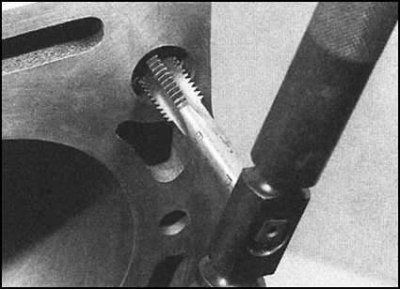
6. Све монтажне рупе у блоку морају се "пробити" славином одговарајуће величине, пажљиво уклањајући производе корозије, стари заптивач и друге наслаге са навоја. Поред тога, таква "трчања" ће помоћи у обнављању оштећених намотаја. Ако је могуће, издувајте рупе компримованим ваздухом да бисте уклонили струготине и остатке.
Пажња! Сви трагови масти и растварача морају бити потпуно уклоњени из слепих отвора како би се спречило да хидраулички притисак уништи ливени блок када су завртњи затегнути.
7. Подмажите нове чепове за уљни канал одговарајућим заптивачем и зашрафите их у њихове рупе на блоку. Чврсто затегните чепове.
8. Ако не намеравате одмах да саставите мотор, умотајте јединицу у чисту пластичну кесу. Не заборавите да водите рачуна и о заштити спојних површина и огледала цилиндра од корозије.
Преглед
1. Проверите да ли на ливеном блоку има пукотина и корозије. Проверите да ли има огољених навоја у било којој од монтажних рупа. Ако постоје сумње на унутрашње цурење расхладне течности, можда би имало смисла контактирати стручњака за аутосервис, тражећи од њих да изврше темељну проверу стања јединице помоћу посебне опреме. Ако је потребно, поправите или замените јединицу.
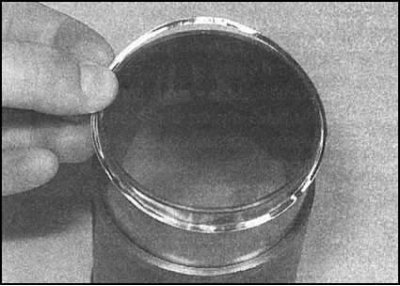
2. Уклоните облоге цилиндара и проверите да ли на њиховим ретровизорима има огреботина и неравнина. Да би се одржале производне толеранције, рукави се производе у три групе величина. Одговарајућа ознака се наноси на зид сваког од рукава.
3. За тачнију процену степена истрошености чаура потребно је измерити њихове пречнике на неколико тачака. Уметните унутрашњи мерач у чауру првог цилиндра и измерите његов пречник у три различита дела паралелна са осом радилице. Једно мерење се врши у горњем делу рукава, директно испод ивице степенастог хабајућег рамена, друго - у централном делу рукава и треће - непосредно изнад његовог доњег реза. Мерења се врше у две равни - паралелно и окомито на осу радилице.
4. Упоредите резултате мерења са захтевима Спецификације. Ако је било који од резултата ван опсега, одговарајућа чаура мора бити замењена.
5. Да би се одредио зазор клипова у кошуљима цилиндара, потребно је од пречника чауре одузети пречник клипа, мерен дуж његове сукње (види одељак Уклањање, провера стања и уградња склопова клипњаче и клипа).
6. Алтернативно, поставите клип у одговарајућу чауру и користите мерач типа сечива да бисте измерили зрачност његовог седишта. Клип се мора убацити у чауру у свом нормалном положају, а зазор се мери дуж једне од његових потисних површина, директно изнад доњег реза чауре.
7. Ако зазор прелази наведени Спецификације прихватљиву вредност, клип се мора заменити. Ако се клип заглави на дну хода, са постепеним попуштањем прилегања док се помера према горе, онда постоји конус кошуљице. Заглављивање лопатица сонде када се помери дуж периметра генератрикса површине клипа указује на овалност чауре.
8. Поновите поступак, процењујући стање чаура сваког од цилиндара.
9. У случају откривања знакова прекомерног хабања или оштећења ретровизора, неисправне навлаке морају бити замењене.
10. Навлаке треба да се уграде као заменске, само исте групе величина као и неисправне. Исто важи и за клипове. У овом случају, величина клипова мора одговарати величини чаура у групи. Одговарајућа ознака се наноси на зидове чаура и дно клипова.
11. Ако је степен истрошености ретровизора мали, биће довољно само заменити клипне прстенове.
12. Огледала чаура су подвргнута брушењу како би се обезбедило правилно пристајање нових клипних прстенова на њима.
13. За извођење поступка брушења потребан је посебан алат (брусити), што вам омогућава да примените уједначен испрекидани узорак у облику мреже на површину огледала. Овакво једнолично "храпавост" огледала обезбеђује квалитет уходавања клипних прстенова и обезбеђује одговарајућу затегнутост клипова у чаурама. Доступне су две врсте брусилица, обе дизајниране да се користе са електричном бушилицом. Хоне тип "четкица за флаше" је крута цилиндрична четка са абразивним уметцима у чекињама. Распрострањенији површински брус је опремљен главом у облику жрвња опремљених ногама са опругама. Састављачи овог приручника препоручују механичарима почетницима аматерима да користе прву врсту брусне траке.
Белешка. По жељи, брушење се увек може поверити стручњацима аутосервиса за веома разумну накнаду.
14. Припремите једну од горе описаних врста алата за брушење, електричну бушилицу, довољну количину чистих крпа, мало уља за хонирање и заштитне наочаре.
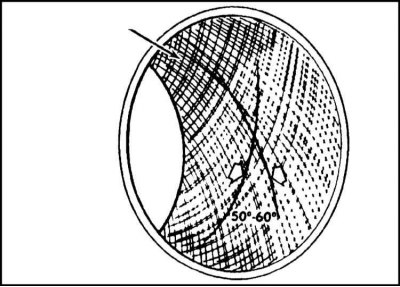
15. Учврстите хону у стезну главу за бушилицу. Навлажите отворе цилиндара уљем за брушење и ставите хон у први рукав, након што сте стиснули његове опруге за млевење (ако се користи млазница другог типа). Укључите бушилицу и одмах почните да померате млазницу горе-доле по цилиндру, постижући изглед на огледалу цилиндра једноликог испрекиданог узорка у облику мреже са мрежицом у облику дијаманта, чије се странице секу на угао од око 60°. Неки произвођачи клипних прстенова инсистирају на различитим угловима шаблона - погледајте упутства која сте добили уз ваш нови сет клипних прстенова.
Пажња! Не заборавите да носите заштитне наочаре!
16. Не штедите уље када хонујете цилиндре. Не уклањајте више материјала са огледала за навлаке него што је заиста потребно за постизање жељеног резултата. Не вадите брус из рукава док се његова ротација коначно не заустави - све ово време наставите да узвраћате бушилицом. Након што зауставите бушилицу, наставите да ротирате њену стезну главу у истом правцу руком и уклоните млазницу из цилиндра.
17. Темељно обришите огледало чистом крпом и наставите са брушењем следеће облоге цилиндра. Када завршите, оперите блок цилиндра врелом водом са сапуном да бисте потпуно уклонили све трагове абразивног уља и уља за брушење. Чишћење се може сматрати завршеним када, приликом проласка кроз огледала рукава са белом крпом натопљеном уљем, на последњем нема сиве мрље.
18. За скидање чаура окрените блок цилиндара и положите га на дрвене блокове. Облоге сада могу да се избаце из цилиндара наносом од тврдог дрвета.
19. Након што се све облоге ослободе, положите блок цилиндра на страну и уклоните облоге руком.
20. Уклоните заптивне подлошке са основа чаура и измерите њихову дебљину. Израђују се подлошке различитих величина и њиховим избором се подешава избочење чаура изнад површине блока. Покупите резервне подлошке за сваки рукав.
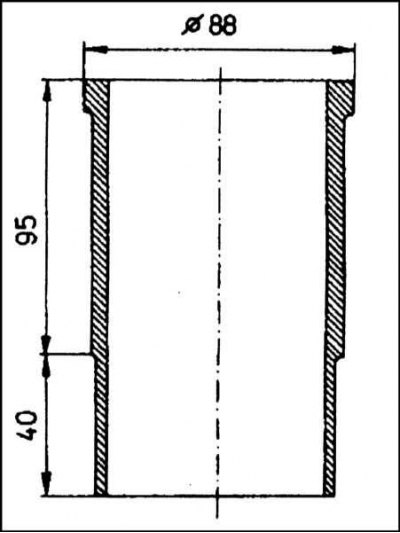
21. Главне геометријске карактеристике рукава приказане су на илустрацијама. Ако су рукави у добром стању и подложни даљој употреби, обележите их лепљивом траком да припадају вашем цилиндру.
- а - Ознака класе величине рукава
- б - Тачка мерења унутрашњег пречника
 |  |
22. Пре уградње, темељно обришите спојне површине чаура и бокова, а затим обрадом ситнозрнатим брусним папиром уклоните све неравнине, огреботине и храпавост који могу довести до квара нових заптивних подлошки.
23. Темељно обришите чауре и на њих уградите нове заптивне подлошке потребне дебљине. Подмазати зидове чаура чистим моторним уљем.
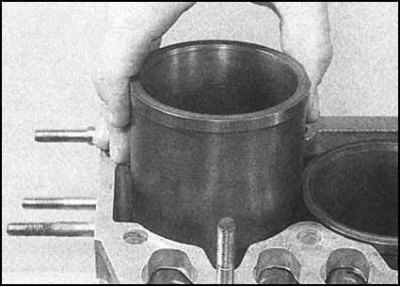
24. Приликом постављања старих навлака, уверите се да су ознаке за слетање постављене током демонтаже правилно поравнате. Покушајте да не дозволите да заптивне подлошке испадну када су облоге постављене у цилиндре. У првој фази, кошуљице треба ручно гурнути у цилиндре док се не зауставе. Затим се рукави лупкају чекићем кроз дрвени блок док се не зауставе на вјешалицама за слетање.
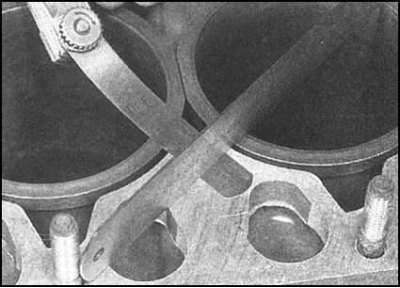
25. Након уградње сва четири рукава, измерите количину њиховог избочења изнад равни блока - користите челични лењир и сонду типа сечива. Упоредите резултате мерења са захтевима Спецификације.
26. Ако је потребно, уклоните неправилно постављену чахуру и замените заптивну подлошку на њој. Подлошке су доступне у дебљинама од 0,10, 0,12 и 0,14 мм.
27. Након замене подлошке, поставите чахуру и поново проверите количину избочина.
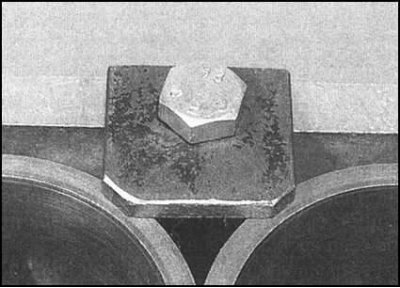
28. По завршетку подешавања пријањања рукава, привремено их причврстите у цилиндре специјалним правоугаоним подлошкама
Мотори 1,6 л и дизел
1. Визуелно прегледајте ливење блокова на пукотине и корозију. Проверите да ли има огољених навоја у било којој од монтажних рупа. Ако постоје сумње на унутрашње цурење расхладне течности, можда би имало смисла контактирати стручњака за аутосервис, тражећи од њих да изврше темељну проверу стања јединице помоћу посебне опреме. Ако је потребно, поправите или замените јединицу.
2. Проверите огледала цилиндара на присуство огреботина и огреботина. Ако се пронађу такви недостаци, потребно је проверити стање одговарајућих клипова (види одељак Уклањање, провера стања и уградња склопова клипњаче и клипа). Недостаци који су у почетној фази развоја могу се отклонити у овој фази окретањем блока у аутосервисној радионици.
3. За тачнију процену степена истрошености цилиндара потребно је измерити њихове пречнике на неколико тачака. Унесите мерач проврта у први цилиндар и измерите његов пречник у три различита дела паралелна са осом радилице. Једно мерење се врши у горњем делу цилиндра, непосредно испод ивице степенастог хабајућег рамена, друго - у централном делу цилиндра и треће - на растојању од око 10 мм изнад његовог доњег реза.
Белешка. Блок мора бити постављен на радном столу стриктно хоризонтално.
4. Поновите мерења, овог пута у равнима које су управне на осу радилице. Забележите резултате свих шест мерења и упоредите их са захтевима Спецификације. Ако је разлика у пречницима било ког од два цилиндра изван дозвољеног опсега, цилиндри су подложни окретању, након чега следи замена клипова новим, одговарајуће величине за поправку. Једина алтернатива окретању цилиндара је потпуна замена блока заједно са клиповима.
5. Коришћење записа резултата мерења пречника клипова (види одељак Уклањање, провера стања и уградња склопова клипњаче и клипа), Израчунајте зазоре клипова у цилиндрима одузимањем ових пречника од пречника цилиндара. Пошто захтеви за постављање клипова у време писања овог упутства нису наведени од стране произвођача, потражите савет од стручњака сервисног центра марке Шкода.
6. Положите блок на радни сто, кућиштем надоле, и користите челични лењир и мерач типа сечива да проверите равност његових спојних површина. Ако резултати испитивања премашују оне наведене у Спецификације важећа вредност, блок се може машински обрађивати (само за бензинске моторе) или замењен. Код дизел мотора окретање блока није могуће.
7. Пре састављања мотора, цилиндре треба брусити.
8. Лагано подмажите ретровизоре цилиндра чистим моторним уљем да бисте спречили корозију. Умотајте блок у пластичну кесу и ставите га на сигурно место пре него што почнете са монтажом.