
Straturi de protecție anticorozivă
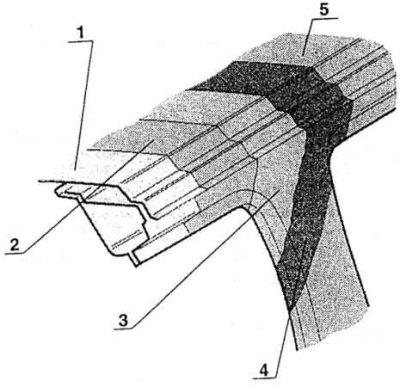
1 - foaie; 2 – fosfat tricationic; 3 - grund catoforetic; 4 - umplutură; 5 - lac de acoperire format dintr-un strat de pigment și un lac incolor superior
Pentru o bună întreținere a stratului anticoroziv al mașinii, trebuie să știți ce materiale și tehnologie a folosit producătorul pentru aplicarea stratului. De la început, trebuie subliniat că "ŠKODA - Uzina de automobile JSC" utilizează în prezent tehnologia de acoperire cu patru straturi (trei straturi sunt formate din materiale solubile în apă). Această tehnologie a fost concepută cu respect maxim pentru mediu – atât în sensul larg al cuvântului, cât și la locul de muncă al unui producător de mașini. Echipamentul tehnologic este unul dintre cele mai moderne din Europa.
Rezistența ridicată la coroziune a stratului de acoperire este sporită de faptul că ștanțatele din tablă din care este realizat corpul sunt realizate în principal din tablă zincată. Acoperirea în sine este aplicată pe un corp deja semifinisat, de exemplu. pe un cadru cu uși instalate, aripi și capotă.
Pentru ca stratul să adere corect la foile caroseriei, acesta este pregătit în prealabil la sfârșitul ansamblului. Prima operatie este o degresare si activare temeinica a suprafetei, urmata de fosfatarea intregului corp. Strat de fosfat tricationic fin cristalin (zinc, mangan, nichel) format atunci când corpul este complet scufundat. Acest lucru asigură prezența unui strat de fosfat în toate cavitățile și pe partea inferioară a corpului.
Urmează pasivarea fără crom și spălarea în băi cu apă demineralizată.
Mai departe în timpul imersiei repetate pe întregul corp datorită procesului electrochimic (catoforeza) se eliberează un strat de vopsea grund, și anume pe toate suprafețele și în cavitățile corpului.
Grundul aplicat are o grosime uniformă peste tot, la suprafață de la 17 la 25 microni, în cavități nu mai mici de 12 microni. Acest strat asigură, în primul rând, o aderență perfectă a stratului următor și, în al doilea rând, o protecție excelentă împotriva coroziunii.
Următoarea operație este o spălare fără deșeuri cu un ultrafiltrat realizat dintr-un grund. Această baie circulă între spațiul de clătire și baia în care se eliberează pe corp vopseaua catoforetică și anume curgerea în sens invers. Apoi corpul se deplasează de-a lungul liniei, unde, înclinând-o în direcția longitudinală și suflând cu aer comprimat, scapă de excesul de lichid al băii.
În cele din urmă, pelicula rezultată este întărită timp de 30 de minute la o temperatură a corpului de 180°C. Aici are loc structurarea (polimerizare) rășini conținute și acoperite. Vopseaua de grund izolată catoforetic este un purtător de protecție anticorozivă și permite, ca unul dintre factori, să dea o garanție de zece ani pentru rezistența anticorozivă a caroseriei. În următoarea parte a liniei de lucru, pe fiecare corp este aplicat un etanșant fără solvenți (plastisol pe bază de PVC plastifiat). În rosturi și goluri, se aplică sub formă de role, pe fundul pardoselilor și a căptușelii aripilor prin pulverizare. Marginile ușilor și capotei sunt mai departe sigilate cu plastisol pe transportor. Plastisolul are o aderență excelentă, rezistență ridicată la soluțiile sărate și deteriorări mecanice cauzate de abraziv. De asemenea, are o durabilitate mare. După aplicarea plastisolului, corpul este supus pregelatinizării, care este un proces fizico-chimic de restructurare a acoperirii. Are loc la o temperatură de 120°C timp de 15 minute.
Sfârșitul procesului de gelatinizare este apoi efectuat simultan cu uscare (tragere) substituent. Se aplică în următoarea fază a procesului. Înainte de aplicarea acestuia, bineînțeles, defectele aleatorii de pe părțile de suprafață ale corpului, care ar putea apărea atunci când grund a fost izolat prin catoforeză, sunt șlefuite manual.
Umplutura solubilă în apă este al doilea strat al acoperirii și se aplică în trei faze. Prima este pulverizarea suprafeței, produsă de automate în clopote rotative într-un câmp electrostatic (ESTA). Interesant este că viteza de rotație a clopotului este de la 20.000 la 40.000 rpm. Acest lucru asigură aplicarea uniformă a vopselei și pierderea minimă, deoarece particulele de vopsea încărcate sunt atrase de caroserie într-un câmp electrostatic și, prin urmare, nu sunt pulverizate în spațiul înconjurător.
În a doua etapă, suprafața dintre uși și interiorul cabinei sunt pulverizate manual. În a treia fază, pulverizarea are loc din nou automat în câmp electrostatic. Umplutura utilizată are patru nuanțe de vopsea pentru a se potrivi cu vopseaua care va fi folosită ca strat superior. Agregatul se arde la o temperatură de 165±5°C timp de 20 de minute. Ulterior, agregatul este lustruit fie într-un proces uscat, fie într-un proces umed. După curățarea corpului, se aplică un al treilea strat de acoperire prin pulverizare sau pe bază de pigment UNT (acestea. pigment fără efect de metalizare), sau cu metalizare. Ambele in nuanta dorita de vopsea. Atelierul de vopsire al fabricii de automobile ŠKODA este capabil să producă 14 nuanțe de vopsele. Stratul de pigment este din nou pulverizat pe suprafața exterioară cu echipament ESTA și manual între uși și în interiorul cabinei. După operaţia intermediară de uscare (îndepărtarea apei din acest strat) la o temperatură de 70°C se aplică ultimul, al patrulea strat de acoperire, care este un lac incolor care nu conține solvent, dând efectul final - luciu. Ultimul strat al acoperirii este arse timp de douăzeci de minute la o temperatură de 140°C. Întregul proces de vopsire are loc continuu, în cea mai mare parte automat.
Descrierea procesului tehnologic de aplicare a acoperirilor ar fi incompletă dacă nu mai vorbim de linia pe care se realizează conservarea cavităților corporale cu ceară solubilă în apă. Această operațiune este interesantă deoarece în diferite părți ale corpului există găuri pentru introducerea duzelor care pulverizează separat ceară în direcții diferite. După introducerea duzelor, ceara din cavități este injectată sub presiune înaltă cu echipamente speciale. Pulverizarea se efectuează fără aer.
Sistemul de control al volumului de ceară constă în faptul că o cantitate preprogramată de ceară este injectată în cavitate la o presiune de 10 până la 15 MPa, ceea ce asigură că suprafețele interne sunt acoperite cu un strat de 25 până la 40 de microni. Ceara are o bună capacitate de penetrare și ajunge chiar și la porii capilari din cavități, ceea ce protejează aceste părți de deteriorarea coroziunii.
La o dată ulterioară, vehiculul finit poate fi pulverizat cu conservare pe compartimentul motor sau chiar pe întreaga suprafață a caroseriei conform dorințelor clientului și, prin urmare, conform specificațiilor echipamentului. Pulverizarea cu conservant este utilizată pentru protecție în timpul transportului sau depozitării.
Din cele de mai sus se poate observa că producătorul auto Skoda protejează cu adevărat cu atenție caroseriile împotriva coroziunii. Cu toate acestea, este clar că învelișul, care trebuie să reziste la efectele intemperiilor și poate fi deteriorat accidental în timpul conducerii, de exemplu, prin zburarea pietrelor etc., necesită uneori nu numai îngrijire cu produsele cosmetice auto, ci și un control atent, dar în caz de deteriorare a straturilor de vopsea - reparație ulterioară calificată. Reparațiile la acoperiri trebuie întotdeauna efectuate de către Departamentul de service Škoda și nu trebuie permisă nicio activitate de amatori în acest domeniu.