
Layers of anti-corrosion protection
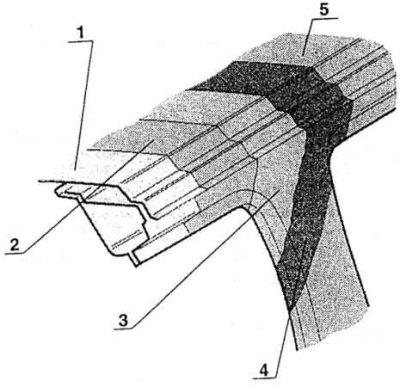
1 - sheet; 2 – tricationic phosphate; 3 - cathophoretic primer; 4 - filler; 5 - cover varnish consisting of a pigment layer and a top colorless varnish
For good maintenance of the anti-corrosion coating of the car, you need to know what materials and technology the manufacturer used to apply the coating. At the outset, it must be emphasized that "ŠKODA - JSC Automobile Plant" currently uses four-layer coating technology (three layers are formed by water-soluble materials). This technology has been designed with maximum respect for the environment – both in the broadest sense of the word and in the workplace of a car manufacturer. Technological equipment is one of the most modern in Europe.
The high corrosion resistance of the coating is enhanced by the fact that the sheet stampings from which the body is made are made mainly of galvanized sheet. The coating itself is applied to an already semi-finished body, i.e. on a frame with installed doors, fenders and hood.
In order for the coating to adhere properly to the body sheets, it is pre-prepared at the end of the assembly. The first operation is a thorough degreasing and activation of the surface, followed by phosphating the entire body. Layer of finely crystalline tricationic phosphate (zinc, manganese, nickel) formed when the body is completely submerged. This ensures the presence of a phosphate layer in all cavities and on the lower part of the body.
This is followed by chromium-free passivation and washing in baths with demineralized water.
Further during repeated immersion on the entire body due to the electrochemical process (cathophoresis) a layer of primer paint is released, namely on all surfaces and in body cavities.
The applied primer has a uniform thickness everywhere, on the surface from 17 to 25 microns, in cavities not less than 12 microns. This layer provides, firstly, perfect adhesion of the next layer, and secondly, excellent protection against corrosion.
The next operation is a waste-free washing with an ultrafiltrate made from a primer. This bath circulates between the rinsing space and the bath in which the cathophoretic paint is released on the body, namely the flow in the opposite direction. Then the body moves along the line, where, by tilting it in the longitudinal direction and blowing with compressed air, they get rid of the liquid excess of the bath.
Finally, the resulting film is cured for 30 minutes at a body temperature of 180°C. This is where structuring takes place (polymerization) resins contained and coated. The cathophoretically isolated primer paint is a carrier of anti-corrosion protection and allows, as one of the factors, to give a ten-year guarantee for the anti-corrosion resistance of the body. In the next part of the working line, a sealant is applied to each body with a solvent-free (plastisol based on plasticized PVC). In joints and gaps, it is applied in the form of rollers, on the bottom of the floors and fender liner by spraying. The edges of the doors and bonnet are further sealed with plastisol on the conveyor. Plastisol has excellent adhesion, high resistance to salt solutions and mechanical damage by abrasive. It also has great durability. After applying plastisol, the body is subjected to pre-gelatinization, which is a physico-chemical process of restructuring the coating. It occurs at a temperature of 120°C for 15 minutes.
The end of the gelatinization process is then carried out simultaneously with drying (firing) placeholder. It is applied in the next phase of the process. Before applying it, of course, random defects on the surface parts of the body, which could occur when the primer was isolated by cathophoresis, are manually sanded.
The water-soluble filler is the second layer of the coating and is applied in three phases. The first is the spraying of the surface, produced by automata in rotating bells in an electrostatic field (ESTA). Interestingly, the speed of rotation of the bell is from 20,000 to 40,000 rpm. This ensures uniform paint application and minimal wastage, as the charged paint particles are attracted to the bodywork in an electrostatic field and, therefore, are not sprayed into the surrounding area.
At the second stage, the surface between the doors and the inside of the cabin are sprayed manually. In the third phase, spraying takes place again automatically in an electrostatic field. The filler used has four shades of paint to match the paint that will be used as the top coat. The aggregate is fired at a temperature of 165±5°C for 20 minutes. Subsequently, the aggregate is polished either in a dry process or in a wet process. After cleaning the body, a third layer of coating is applied by spraying, or based on UNT pigment (those. pigment without metallization effect), or with metallization. Both in the desired shade of paint. The paint shop of the ŠKODA automobile plant is capable of producing 14 shades of paints. The pigment layer is again sprayed on the outer surface with ESTA equipment and manually between the doors and inside the cab. After the intermediate drying operation (removal of water from this layer) at a temperature of 70°C, the last, fourth layer of the coating is applied, which is a colorless varnish that does not contain a solvent, giving the final effect - gloss. The last layer of the coating is fired for twenty minutes at a temperature of 140°C. The entire painting process takes place continuously, mostly automatically.
The description of the technological process of applying coatings would be incomplete if not to mention the line on which the preservation of body cavities is carried out with water-soluble wax. This operation is interesting because in different parts of the body there are holes for inserting nozzles that spray wax separately in different directions. After inserting the nozzles, the wax in the cavities is injected under high pressure with special equipment. Spraying is carried out in an airless way.
The wax volume control system consists in the fact that a pre-programmed amount of wax is injected into the cavity at a pressure of 10 to 15 MPa, which ensures that the internal surfaces are coated with a layer of 25 to 40 microns. The wax has a good penetrating ability and even reaches the capillary pores in the cavities, which protects these parts from corrosion damage.
At a later date, the finished vehicle can be preservatively sprayed on the engine compartment or even on the entire body surface according to the customer's wishes and therefore according to the equipment specification. Preservative spraying is used for protection during transport or storage.
It can be seen from the above that the car manufacturer Skoda really carefully protects the bodies from corrosion. However, it is clear that the coating, which must resist the effects of the weather and can be accidentally damaged while driving, for example, by flying stones, etc., requires at times not only care with car cosmetics, but also careful control, but in case of damage layers of paint - subsequent qualified repair. Repairs to coatings must always be carried out by the Škoda Service Department, and no amateur activity in this area should be allowed.