
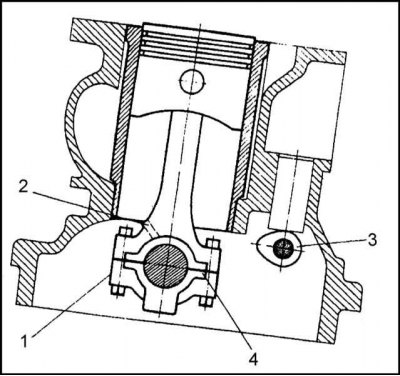
Označenie na korune piesta
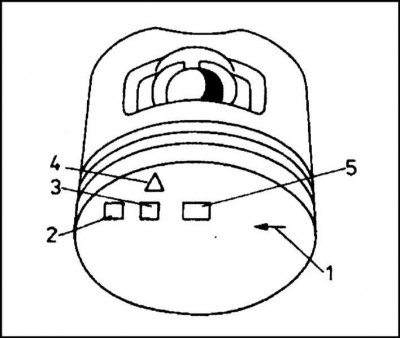
1 - šípka označujúca smer otáčania kľukového hriadeľa; 2 - Registračné číslo výrobcu; 3 - Dátum vydania; 4 - Obchodná značka výrobcu; 5 - Priemer piestu (označené písmenami A, B alebo C)
Piestne krúžky
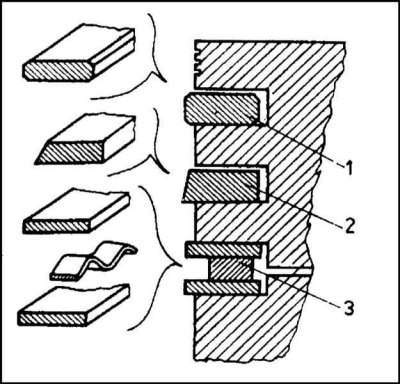
1 - Prvý (horný) kompresný krúžok; 2 - Druhá (dno) kompresný krúžok; 3 - Krúžok na stieranie oleja
Ojnica a skupina piestov - všeobecné informácie
Motor 1,3l
Piesty
Piesty sú vyrobené z hliníkovej zliatiny, ktorá sa vyznačuje vysokou teplotnou odolnosťou, výraznou životnosťou a tvrdosťou.
Piest sa skladá z plášťa a dna. Tvar lemu zaisťuje správne priliehanie piestu k stenám objímky / valca, čím sa eliminuje možnosť jeho zaseknutia počas prevádzky.
Vo vnútri piestu je v nálitkoch inštalovaný piestny čap, pomocou ktorého je zostava pripevnená k hornej hlave ojnice.
Os otvoru pre piestny čap je posunutá vzhľadom na os piesta. Táto asymetria je určená na minimalizáciu zaťaženia, ktoré vzniká pri prechode zostavy TDC.
Piesty používané v uvažovaných motoroch majú bimetalický dizajn: v oblasti otvorov pre piestny čap sú štyri oceľové pásy, ktoré obmedzujú kolísanie priemeru piestu spojené so zmenami teploty. Vďaka tejto ochrane bolo možné zmenšiť medzery medzi stenami piestov a zrkadlom valca na hodnotu 0,02 mm.
Na povrchu piestu sú tri drážky na inštaláciu piestnych krúžkov. Nad drážkou prvého (Horný kompresný krúžok má tri dodatočné drážky na obmedzenie prenosu tepla z horúceho dna piesta na horný krúžok, ktorý je v najťažších prevádzkových podmienkach.
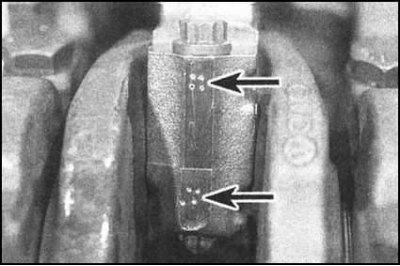
Na spodnej časti piestu sú aplikované značky.
Piesty musia byť prispôsobené objímkam/valcom, ktoré im zodpovedajú vo veľkostných skupinách. Pri inštalácii zostáv ojnica-piest do motora sa uistite, že značka vo forme šípky je otočená v smere otáčania kľukového hriadeľa (tie. naľavo od motora).
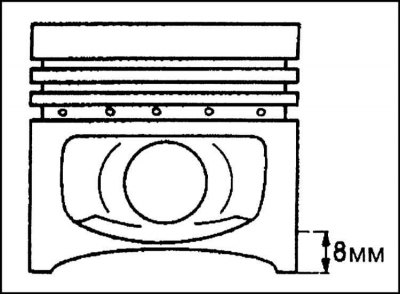
Povrch plášťa piestu má zložitý tvar, v dôsledku čoho sa musí meranie priemeru vykonávať presne na určenom mieste, vo výške 8 mm od spodného rezu plášťa. Meranie by sa malo vykonať v rovine kolmej na os piestneho čapu. V tomto prípade musí byť teplota piestu aj meracieho prístroja 20°C.
Piesty sú dostupné len v menovitých veľkostiach a sú rozdelené podľa priemeru do troch veľkostných skupín (A, B a C).
Aby bola zabezpečená stabilná prevádzka motora, musia mať všetky štyri piesty rovnakú hmotnosť. Na dodržanie tejto podmienky sa piesty počas výrobného procesu vážia. Rozptyl hmoty sa koriguje odstránením kovu zo sukne.
Piestne čapy
Piestny čap zabezpečuje kĺbové spojenie medzi piestom a ojnicou. Prst je vyrobený z kvalitnej ocele, brúsený a leštený. Horná hlava ojnice sedí na strednej časti prsta. Konce čapu sú naskrutkované do otvorov v nálitkoch piestu. Na upevnenie prsta zasunutého do zostavy sa používajú poistné krúžky.
Nový kolík je inštalovaný v pieste s malým presahom, bez vôle alebo s minimálnou vôľou. V puzdre hornej hlavy ojnice je prst usadený s medzerou. Pri nadmernej vôli začnú prsty klepať so zvyšujúcim sa zaťažením motora.
Pred inštaláciou čapu je na jednej strane piestu nainštalovaný poistný krúžok (použite špeciálne zariadenie na nasadenie krúžku). Potom sa z opačnej strany do piestu naplní piestny čap jemne namazaný motorovým olejom. Prst je zaťažený tak, aby jeho koniec vyčnieval dovnútra piestu o 1÷1,5 mm. Ďalej sa horná hlava ojnice naplní do piestu, tiež jemne namazaného motorovým olejom (uistite sa, že prietokový otvor oleja v hornej časti ojnice smeruje opačným smerom, ako ukazuje šípka vytlačená na korune piesta). Potom naplňte prst, až kým sa jeho koniec nezastaví, do poistného krúžku naplneného do piestu a nainštalujte druhý poistný krúžok na druhú stranu prsta.
Piestne krúžky
Každý z piestov je vybavený tromi piestnymi krúžkami inštalovanými v drážkach špeciálne vyrobených v hornej časti stien piestu. Tvar a poradie montážnych krúžkov v drážkach je znázornené na obrázku.
Horný kompresný krúžok je vyrobený z ocele a z vonkajšej strany pochrómovaný, aby sa znížila trecia zložka, ako aj chráni kov pred agresívnymi účinkami horúcich výfukových plynov. Prsteň má pravidelný okrúhly tvar a symetrický prierez v tvare obdĺžnika so zrezanými rohmi.
Po druhé (dno) kompresný krúžok je vyrobený z liatiny a má asymetrický prierez v tvare obdĺžnika so šikmou vonkajšou stranou. Uhol sklonu vonkajšej strany krúžku je asi 1°, vďaka čomu pritlačenie krúžku na zrkadlo valca dopadá na veľmi malú plochu. Opotrebenie kontaktnej podložky zaisťuje tesnosť krúžku.
Na jednej z koncových plôch tohto krúžku je štítok vo forme nápisu "TOR". Krúžok by mal byť nainštalovaný na pieste s týmto štítkom nahor.
Krúžok na stieranie oleja pozostáva z troch samostatných častí: dvoch úzkych bočných krúžkov a vlnitého expandéra umiestneného medzi nimi. Celková hrúbka zostavy je 3 mm.
Olej odstránený krúžkom zo zrkadla valca sa vypúšťa cez otvory v drážke do piestu a ďalej do olejovej vane motora.
Všetky piestne krúžky sú delené. Rezy krúžkov sa nazývajú zámky, poskytujú možnosť inštalácie krúžkov na piesty a okrem toho slúžia na kompenzáciu tepelnej rozťažnosti.
Nový krúžok je najpevnejšie pritlačený k zrkadlu valca v oblasti zámku. Pri ďalšom zábehu sa upínacia sila po obvode krúžku postupne vyrovnáva, čím sa dosiahne maximálne utesnenie zostavy.
Výmena piestnych krúžkov na opotrebovanom motore, ktorého valce stratili svoj pôvodný tvar, vedie len ku krátkodobému obnoveniu kompresie, keďže krúžok nemôže nadobudnúť tvar opotrebovaného valca a jeho tesnosť je nerovnomerne rozložená.
Spojovacie tyče
Ojnice sú kované zo špeciálnej ocele. Ojnica sa skladá z hornej hlavy, ojnice a spodnej, delenej hlavy. V hornej hlave ojnice je zalisované bronzové puzdro, ktoré slúži ako ložisko pre piestny čap. Ojnica má I-profil. Spodná hlava je rezaná v rovine kolmej na pozdĺžnu os zostavy.
Povrch lôžok pre montáž ojničných ložiskových škrupín v delenej spodnej hlave ojnice je starostlivo opracovaný. V dôsledku takéhoto spracovania sa stratí zameniteľnosť uzáverov ojničných ložísk, preto sú na uzáveroch a spodných hlavách vytvorené špeciálne značky zarovnania. Pri montáži vo výrobe zodpovedajú značky zvyčajne číslovaniu valcov.
Kryt je pripevnený k ojnici pomocou špeciálnych vysokopevnostných skrutiek a dvoch matíc so závitom M9x1.
V hornej hlave ojnice je vytvorený priechodný otvor, cez ktorý je pri prevádzke motora privádzaný olej k stenám valca. Pri inštalácii ojnice sa uistite, že tento otvor smeruje preč od vačkového hriadeľa.
Podľa hmotnosti sú ojnice rozdelené do dvoch skupín. Zapaľovač (s hmotnosťou 590÷598 g) označené žltým štítkom aplikovaným na hlavu. Na ťažších kľukách (600÷609 g) štítok je modrý. Všetky ojnice v motore musia mať rovnakú hmotnosť a pri nastavovaní sa hmotnosť ťažších ojníc redukuje na hmotnosť ľahších a nie naopak.
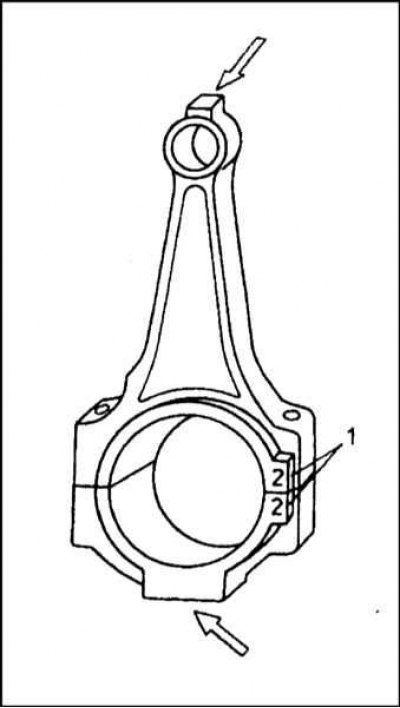
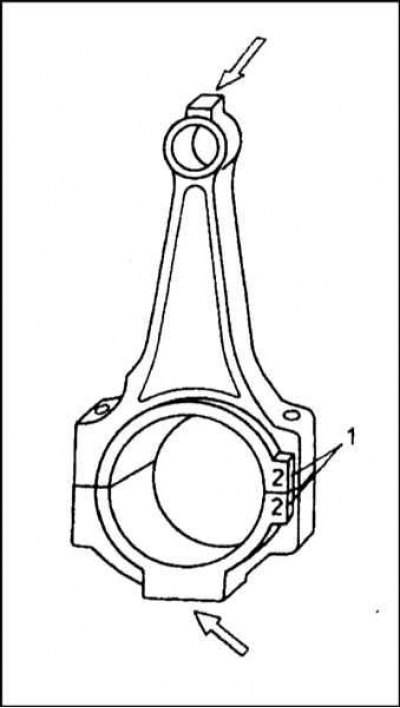
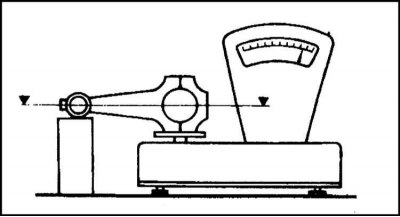
Schéma postupu merania ojnice autoservisnej dielne je znázornená na obrázku. Pri vážení musí byť ojnica vodorovná. Rozdiel v hmotnostiach spojovacích tyčí, vážených zo strany spodnej aj hornej hlavy, by nemal byť väčší ako 2 ÷ 6 g. Hmotnosť sa nastavuje odstránením materiálu z hornej hlavy a krytu spodnú hlavu v miestach označených šípkami na obrázku. Maximálna povolená hrúbka vrstvy odstránenej z hornej hlavy je obmedzená vzdialenosťou od roviny zostávajúcej po spracovaní k osi otvoru na inštaláciu piestneho čapu. Z dôvodov pevnosti by táto vzdialenosť mala byť aspoň 15 mm. V prípade spodnej hlavy sa vzdialenosť meria od opracovanej roviny k osi ojničného ložiska a musí byť minimálne 35 mm.
Dieselový motor a benzínový motor 1,6L
Vo všeobecnosti je konštrukcia ojnice a piestových zostáv podobná ako pri motoroch s objemom 1,3 litra, s tým rozdielom, že je možné inštalovať nadrozmerné ojnice (pozri špecifikácie). Okrem toho sú v dieselových motoroch ojnice vybavené rozprašovačmi chladiaceho oleja piestov.
Odstúpenie
Motor 1,3l
1. Demontujte hlavu valcov, vaňu motora a ozubené kolesá olejového čerpadla. Uistite sa, že vložky valcov bezpečne zapadajú, ak je to potrebné, upevnite ich špeciálnymi podložkami.
2. Skontrolujte spodné hlavy ojnice a kryty ojničných ložísk, či neobsahujú identifikačné značky vo forme čísel vyrazených na bočnej strane komponentov. Označenie musí zodpovedať číslovaniu valcov (fľaša najbližšie k reťazcu distribúcie plynu sa považuje za prvú).
3. V prípade potreby samostatne označte opracované plochy na ojničných tyčiach a ich krytoch (použite farbu alebo dierovač).
4. Skontrolujte axiálnu vôľu spojovacích tyčí zmeraním medzery medzi ich spodnými hlavami a čelami kľuky pomocou čepeľovej mierky. Ak výsledok merania prekročí špecifikované technické údaje hodnotu, príslušná ojnica sa musí vymeniť.
5. Po otočení kľukového hriadeľa uveďte piesty 2. a 3. valca do polohy BDC.
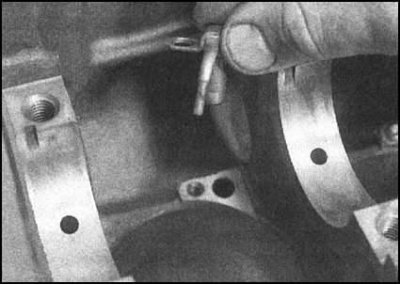
6. Vložte upevňovacie matice a odstráňte kryt spodnej hlavy tyče, v ktorej je uložený voľný list ložiska tyče kľukového hriadeľa.
7. Ak sa demontáž vykonáva len za účelom výmeny vložiek, odstráňte ojnicu z hrdla hriadeľa (snažte sa nepoškodiť hrdlo hriadeľa a zrkadlo valca - je lepšie natiahnuť segmenty palivovej hadice na upevňovacie kolíky veka ložiska) a vyberte hornú panvu ložiska z hlavy.
8. Zložte komponenty vybraté z každej tyče oddelene.
9. Demontujte súčasti spodných hláv ojníc piestov 1. a 4. valca. Buďte veľmi opatrní, aby ste nepoškodili zrkadlá valcov.
10. Odstráňte krok karbonizácie z hornej časti každého valca.
Motory 1,6 l a diesel
1. Demontujte hlavu valca, olejovú vaňu, deflektor oleja, olejové čerpadlo a zberač oleja.
2. Po spustení piestov do strednej polohy nahmatajte prstami zrkadlá valcov a skontrolujte ich stupňovité opotrebovanie v oblasti hornej hranice zdvihu piestu. Kroky musia byť odstránené pomocou špeciálneho zahĺbenia, pretože inak nebude možné vylúčiť možnosť poškodenia piestov pri demontáži zostáv ojníc.
3. Rýsovačkou poškriabajte číslo príslušného valca na spodnej časti každého piestu.
4. Pomocou špárovej mierky zmerajte koncovú vôľu ojníc na čapoch kľukového hriadeľa. Zapíšte si výsledky merania.
5. Na dieselovom motore odskrutkujte upevňovacie skrutky a vyberte trysky chladiaceho oleja piestov z ich objímok.
6. Po otočení kľukového hriadeľa nastavte piesty 1. a 4. valca do polohy BDC. V prípade potreby označte čísla valcov na spojovacích tyčiach a krytoch, označte orientáciu krytov vzhľadom na spojovací tyče šípkou.
7. Skúste si zapamätať orientáciu zostavy ojnice a piestu na motore. V závislosti od typu motora môžu byť zostavy označené rôznymi spôsobmi: bodové značky, riziká sú nanesené na strane spodných hláv a ich krytov smerujúcich k rozvodovému remeňu, alebo sú na odliatku umiestnené výstupky rôznych tvarov. Ak nemôžete nájsť výrobné označenie, použite značky sami.
8. V niekoľkých krokoch (pol otáčky na priblíženie) uvoľnite upevňovacie skrutky krytu, odstráňte kryt so spodnou vložkou. Prilepte vložku na veko, aby ste predišli zámene počas montáže. Zopakujte postup pri montáži.
9. Pomocou rukoväte kladiva pretlačte zostavy cez valce, odstráňte horné vložky a prilepte ich páskou na spojovacie tyče.
10. V rovnakom poradí odstráňte zostavu ojnice a piestu 2. a 3. valca.
Vyšetrenie
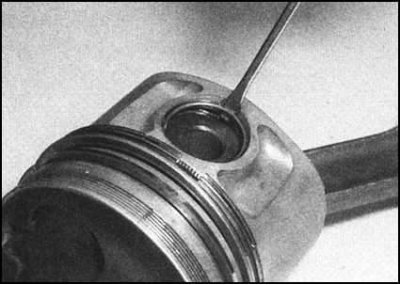
1. Vložte plochý hrot malého skrutkovača do štrbiny, aby ste odstránili poistný krúžok. Zahrejte piest na 60°C.

2. Čap by teraz mal byť voľný na výstup z piestu a otvoru na hornom konci ojnice.
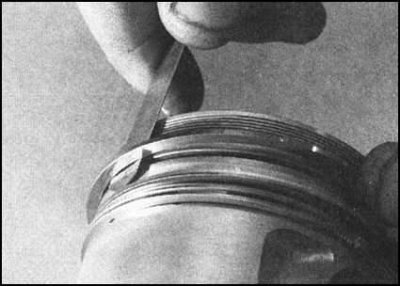
3. Vyzbrojte sa špeciálnym nástrojom (alebo čepeľou starej meracej sondy) a odstráňte piestne krúžky z piestu. Nezabudnite, že prstene sú vyrobené z krehkého materiálu a môžu sa ľahko zlomiť, ak sú zámky príliš otvorené - dbajte na ochranu rúk a očí. Odstránené krúžky je možné vyhodiť - počas montáže ich treba bez problémov vymeniť.
4. Kusom starého krúžku opatrne odstráňte karbónové usadeniny z drážok na inštaláciu piestnych krúžkov. Dávajte pozor, aby ste nepoškodili steny a spodok drážok.
5. Dôkladne očistite spodok piestov od karbónových usadenín. Po zoškrabaní hlavnej vrstvy usadenín očistite dno drôtenou kefou alebo brúsnym papierom.
Poznámka. Udržujte značky piestu neporušené.
6. Po dokončení čistenia prepláchnite drážky krúžkov rozpúšťadlom a potom piesty dôkladne vysušte. Uistite sa, že spätné otvory vypúšťacieho oleja drážok sú priechodné.
7. Skontrolujte stav piestov. Bežné opotrebenie sa prejavuje rovnomerným zvislým opotrebením na prítlačnej ploche piesta a je sprevádzané voľným uložením v jeho drážke horného kompresného krúžku. Ak sa zistí akékoľvek abnormálne opotrebovanie, piest by sa mal starostlivo preskúmať z hľadiska jeho vhodnosti na ďalšie použitie, potom by sa mal pokúsiť identifikovať a odstrániť príčinu porušenia.
8. Prítomnosť škrabancov alebo škrabancov na plášti piesta môže byť považovaná za dôsledok prehriatia spôsobeného poruchou chladiaceho alebo mazacieho systému alebo neprijateľným prekročením teploty spaľovania zmesi vzduch-palivo. Vyhorenie plášťa je zvyčajne spôsobené vyfukovaním plynov zo spaľovacích komôr v dôsledku opotrebovaných valcov alebo piestnych krúžkov. Vyhorenie dna piestu naznačuje prítomnosť porušenia načasovania zapaľovania a detonácie zmesi. Korózia piestu vo forme malých dutín naznačuje, že chladiaca kvapalina prenikla do spaľovacej komory / kľukovej skrine motora. Pokúste sa identifikovať príčiny porušenia a odstrániť ich.
9. Skontrolujte tyče, prsty a kryty spodných hláv tyčí na prítomnosť trhlín a iných mechanických poškodení. Po položení spojovacích tyčí na rovný povrch skontrolujte, či nemajú známky deformácie (ak si nie ste istí, požiadajte o pomoc špecialistu autoservisu). Odhadnite stav zátok horných hláv tyčí.
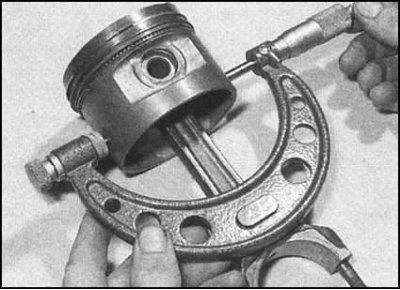
10. Pomocou mikrometra zmerajte priemery všetkých štyroch piestov vo vzdialenosti 10 mm od rezu ich plášťa v rovine kolmej na os piestneho čapu. Ak je výsledok merania mimo špecifikácie technické údaje rozsahu, treba piest vymeniť.
Poznámka. Ak sa počas generálnej opravy blok valcov nudil alebo boli vymenené vložky (modely 1,3 l), mali by ste zvoliť novú sadu nadrozmerných piestov. Zapíšte si výsledky merania - budú potrebné neskôr pri výpočte vôlí piestov vo valcoch (Pozri nižšie).
11. Vložením nového piestneho krúžku do zodpovedajúcej drážky na pieste pomocou lopatkovej mierky zmerajte vôľu sedla krúžku. Skontrolujte uloženie každého piestneho krúžku jeden po druhom. Ak je výsledok ktoréhokoľvek z meraní mimo rozsah, piest sa musí vymeniť. Pre každý prípad si správny výber obrúčok overte meraním ich hrúbky mikrometrom.
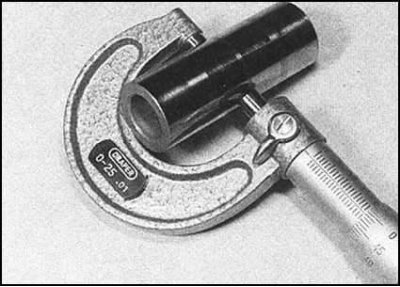
12. Pomocou nonia Columbus zmerajte vnútorné priemery sediel piestnych čapov na horných koncoch ojníc. Potom určte priemery prstov). Odčítaním výsledkov posledných meraní od výsledkov prvých meraní určte vôle prstov v hlavách. Porovnajte výsledky výpočtu s požiadavkami technické údaje. V prípade potreby je potrebné opracovať puzdro ojnice a sedlo v pieste a vymeniť čap za nový, opravný rozmer. Bolo by lepšie zveriť túto prácu špecialistom autoservisu.
13. Na motoroch s objemom 1,3 litra sú ojnice rozdelené do dvoch hmotnostných kategórií, zodpovedajúce označenia sú aplikované na kryte spodných hláv ojníc. Ľahšie ojnice sú označené žltou farbou, ťažšie modrou farbou. Pri výmene ojníc by sa mali zvoliť vymeniteľné komponenty z rovnakej hmotnostnej skupiny. Ak nie je žiadne označenie, mali by ste požiadať o Séria špecialistov značkového servisného strediska Škoda.
14. Správna orientácia piestov na ojniach je určená značkami aplikovanými na dná (dno musí byť očistené od sadzí).
15. Na motoroch s objemom 1,3 litra by šípka vytlačená na korune piesta mala smerovať dopredu pozdĺž motora (smerom k olejovému filtru). Ojnica musí byť olejovými prúdmi otočená späť.
16. Na modeloch 1,6 l a dieselových motoroch musí šípka na korune piesta smerovať k rozvodovému remeňu. Ojnica a kryt jej spodnej hlavy sú inštalované drážkou vytvorenou v ich základniach v smere šípky na pieste.

17. Namažte piestny čap a zátku hornej hlavy tyče čistým motorovým olejom. Namontujte piest na ojnicu. Prst zaistite dvoma poistnými krúžkami a otočte ich o 180°z odnímateľných drážok so zámkami. V rovnakom poradí namontujte zostávajúce zostavy ojnice a piestu.